关键词:真空压榨;毛毯洗涤;引纸绳;车速;质量在生1760mm长网八缸纸机因其适应品种多,投资少,在生产文化用纸方面倍受用户的青睐。山东省第二轻工业机械厂在原八缸纸机的基础上,增加一道真空压榨,进一步提高了纸机的车速,改善了纸张的表面性能,在用户中反应良好。1 设计的基本参数和结构1.1 设计基本参数在生(1)生产品种:双胶纸、书写纸等文化用纸在生(2)浆料配比:木浆10%~20%,草浆90%~80%在生(3)设计车速:180m/min在生(4)工作车速:120~150m/min1.2 带真空压榨一缸干燥部的基本结构在生如图1所示,纸页从真空伏辊剥离后经过一道真空压榨,进入第二道压榨;在第二道压榨经石辊剥离后,经过托辊和φ3000mm缸之间的热压榨进入进行强制干燥。图1 带真空压榨的一缸干燥部基本结构1-φ3000mm烘缸 2-φ2500mm烘缸 3-正压 4-真空压榨图2 改造前一缸干燥部1-毛毯 2-φ3000mm烘缸 3-φ2500mm烘缸 4-施胶机 5-干网 6-压榨菜 7-毯压2.1 辊子的几何尺寸在生一压上辊φ500mm×2100mm(铸铁挂胶、沟纹辊) 一压下辊φ600mm×2250mm(真空压榨辊,单室)在生二压上辊φ450mm×2100mm(石辊) 二压下辊φ400mm×2100mm(铸铁挂胶、沟纹辊)在生一缸:φ3000mm×2200mm 托辊:φ450mm×2100mm(铸铁挂胶、沟纹辊)1.2.2 加压方式及设计线压 压榨和托辊采用气缸加压的方式。各部分的线压分别为: 第一道压榨:40kN/m 第二道压榨:50kN/m 第三道压榨:60kN/m2 带真空压榨一缸干燥部和原一缸干燥部的比较2.1 原一缸干燥部存在的问题在生原一缸干燥部如图2所示。由于没有真空压榨,纸页直接进入主压榨。由于纸页含水量大,在原压榨处容易出现压花。线压过小而导致纸页进缸水分过大,限制了车速的提高。原主压为双毛毯压榨,上毛毯同时通过压榨和托辊两个压区,毛毯更容易堵塞,在洗涤不良的情况下,毛毯寿命较短,同时也是造成压榨脱水效果不理想的原因之一。同时,由于纸页在进缸干燥前没有经过石辊的整饰,造成纸页的正反面平滑度差比较大,影响了纸的质量及性能指标。2.2 解决方法的探讨在生针对回湿严重及两面差的问题,有的厂采用上毛毯不过压榨辊的方法,这虽然能提高出压榨的干度,但是极易产生粘辊问题,尤其在使用草浆的情况下,并且引纸不方便。在生为了减少压溃的发生,我们曾设计了双沟纹压榨,即将压榨上辊改为φ450mm×2100mm沟纹胶辊,下辊亦有沟纹,以期加强毛毯垂直脱水,减少压溃。但是经用户使用,发现效果并不好,作用不大。虽然可增大线压,但出压榨的干度没有很大的提高,分析是没能解决纸页的回湿问题。为此,我们设计了带真空压榨的结构形式。2.3 设计的带真空压榨的纸机主要特点2.3.1 在主压前增加了一道真空压榨在生(1)从提高纸机车速来看:由于第一道压榨为真空压榨,上辊为沟纹辊,属双面脱水,可加较高线压,同时因使进二压干度提高,湿强度增大,从而使第二道压榨可以施加更高线压,并且可避免回湿,有利于提高纸机车速,现在已开机的用户,大多数车速已开到140m/min以上。提高(2)从纸的质量指标来看:首道压榨的双面脱水,使纸的两面油墨吸收性差别较小,改善了适印性;第二道压榨上辊为石辊,即毯面接触石辊,可减少纸页两面差。同时由于进一缸干度提高,也可进一步消除大缸的单面光效应。提高(3)由于下毯和二压上毯分离,使毛毯的选择更灵活,这可适用更多纸种,提高纸张的性能等级。由于可使用性能优越的毛毯,还有利于提高车速减少毛毯的用量,节约费用。2.3.2 强化毛毯的洗涤在生下毛毯经过两个压区,脏的比较快,且对毯的要求也比较高,上毛毯因采用热压榨,水的粘度下降,毛毯内渗入的填料和细小纤维比较多,因此对毯的洗涤要求也比较严格,我们在毛毯洗涤方面设计了三类喷水管。因多数纸厂对此关注不够,特详加说明。水管(1)低压喷水管:该喷水管为固定式,连续喷淋。采用30~60°扇形喷嘴,孔径φ1.5mm。间距80~120mm,压力100~200kPa,流量0.08~0.10 l/min,用近于浆温的清水。它的作用是使毛毯内侧用水浸渍饱和,以便在进入真空吸水箱时,能有效地将水通过毛毯全厚度抽吸除去,并将进入毛毯结构空隙内的脏物吸除掉。水管(2)高压移动喷水管:采用压力1~3MPa最好。使用近于浆温的清水。采用φ1.2mm孔径针状喷嘴,它的作用是清洗毛毯粘附的纤维、碎屑、填料和油墨粒子等,防止毛毯被堵塞孔眼,保持毛毯具有良好渗透性和脱水性能。水管(3)毛毯润滑喷水管:它的作用是用水润滑毛毯与真空箱之间的接触面,减小对毛毯的磨损。同时使毛毯整个厚度全部被水饱和,保证高效率的洗涤毛毯,形式同低压喷水管。水管(4)采用窄缝吸水箱吸除毛毯里的水分。3.1水存在的问题水管(1)由于使用了真空压榨,增加了动力消耗,但是由于提高了进缸干度,又可降低一部分蒸汽消耗。水管(2)从二压到托辊及从一缸到二缸仍然存在着引纸上的不便。水管(3)出大缸的干度太高,影响了纸张性质,如脆性、卷曲性及两面差,使纸的质量不能实质性地提高。3.2水改进的措施水管(1)为了进一步提高车速,首先要加大辊径,二压上辊可增大至φ550mm,下辊增大到φ500mm,托辊增大到φ500mm。水管(2)改变二压至托辊的引纸路线,方便引纸。水管(3)改善一缸的进汽系统和冷凝水排出系统,强化热风干燥,提高干燥效率。水管(4)为提高纸页质量,降低出大缸的干度。但是由于出大缸湿度太大,从大缸到二缸的引纸又出现了困难,因此增加一套引纸绳装置,使纸经二缸、施胶机到组缸干燥部。水管(5)整个纸机的配套改进,包括:网案长度增大到12m,二缸改为φ3000mm,组缸增加到8个。水管通过这样的改进,纸机的车速便可突破200m/min。
相关资讯
-
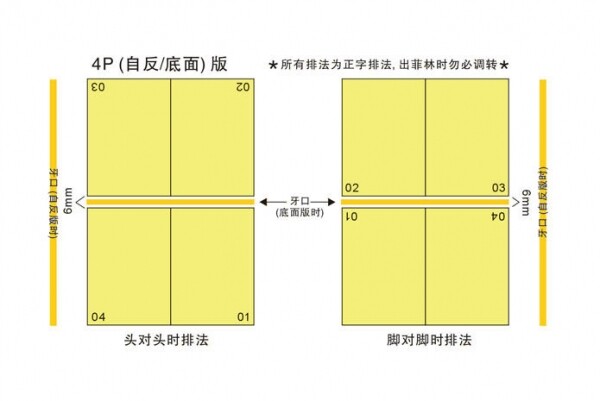
拼版是指将要印刷的页面按其折页方式按页码顺序排列在一起,其大小由印刷幅面及印刷纸张的大小来定。拼版可分为:零件的拼版和书刊的拼版两种。那印刷厂拼版印刷对印版方向有哪些要求呢? 一、拼版印刷的方向要求 不论是用单版还是用多版印刷,首先应明确拼色图案…
2025/4/27 7:28:19
-
要实现快速换单,先从自动挂版开始 挂版是印刷换单过程中必不可少的环节。有些人认为挂版是一件简单的事,殊不知就这么一件“小事”,如果不注意细节也是会对印刷效率和品质造成很大影响的。如今,部分大型纸箱厂已开始使用智能化自动挂版设备以提升印刷效率和品质。 …
2025/4/26 8:02:30
-
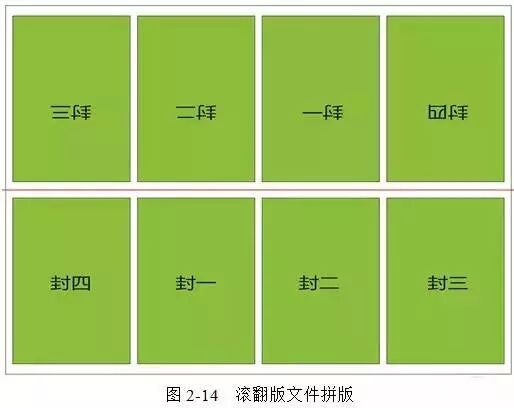
本文主要为大家讲解印刷翻版和印刷拼版相关知识点希望大家能有所收获。 一、印刷翻版类型 大多设计作品都需双面印刷。一张纸印完一面还得印另一面,就需要翻面,在印刷上就要做翻版。印刷中根据印版内容和翻版方向,将翻版分为3种。 1、正反版印刷 正反版印刷…
2025/3/30 10:15:47
-
食品外包装印有消防宣传标语,负责人成为消防公益代言人。近日,在娄底新化县,这一创新举措引发市民点赞。新化县消防大队负责人表示:“今年4月份以来,新化县开展了‘全民消防我行动’大型公益活动,湖南前进食品股份有限公司董事长罗教孟成为消防公益代言人,首批具有消防宣…
2018/7/10 12:21:45


共有 网友评论