五 套准调节 1.套准设置 在(套准功能)菜单中,可以从对角、圆周、横向各个角度来调节套准。 在此菜单下,还可打开自动套准控制、前规和拉规也随之设置完毕。 提示:只有当机器运行时才可定位伺服电机。 2.套准调节 a.按下菜单栏上套准功能按键(图7-15/①),打开套准功能菜单。 b.通过印刷单元按键(图7-15/②)选择印刷单元。 c.使用数字键输入新的套准数值,这个数值将会被加到以前的设置中去。 调节范围:对角套准:±0.15mm。横向和圆周套准:±1.95mm d.按下选中的套准按键: ·传动面对角套准(图7-15/③) ·操作面对角套准(图7-15/④) ·圆周套准(图7-15/⑤) ·横向套准(图7-15/⑥) 根据输入的数据。机器设置好相应的套准。显示屏(图7-15/⑦)返回0.01的标准数值。 注意:按下套准按键后,所选印刷单元的套准只能由显示屏上的数值来调整和改变。 套准显示屏(图7-15/⑧)展现了未来印刷在纸上的效果图。同时,以毫米为单位的调整数值也会显示在效果图的上方或下方。 调整程序的色彩显示含义如下: ·黑色:套准设置合适,套准保持不变 ·白色:套准值变化 ·红色:错误,套准设置停止 图7-15 套准调节 3.前规设置 a.在(套准功能)菜单中按下拉规按键(图7-16/①)。 b.使用箭头键(图7-16/②)设置前规。 第一行的两个箭头按键:传动面的设置 第二行的两个箭头按键:传动面和操作面的设置 第三行的两个箭头按键:操作面的设置显示屏上的数字表示拉规从原位移动了多少毫米。 c.使用箭头键(图7-16/③)设置拉规。 <0:拉规在上版位置被移动超出了基本位置 =0: 拉规位于基本位置 >0:拉规沿上版反方向移动超出了基本位置 图7-16 机器运行不工作拉规位置来源:科印
相关资讯
-
在制作纸板过程中,往往在上胶量上犹豫不决。上胶量过小,容易脱胶,难以保证产品的质量与品质,上胶量过大,把胶水间隙调大,既增加了成本,又降低了产品的质量和耐损度。如何把握好上胶量,既降低成本有提升质量?让我们走近上胶工序,了解最优解决方案。 上胶量大的…
2025/4/15 7:53:35
-
长久以来,瓦楞纸板生产线纸板的长短尺寸问题一直深深的困扰着纸箱厂,由于未按生产指令下达的制造尺寸调整产生偏差,或因车速和传送皮带、测量轮原因造成横向切断不准确,以及纵切压线轮不固定造成纵向尺寸不准等,都极大地影响了纸板生产的质量。特别是横切刀因测量轮的…
2025/4/14 7:32:42
-
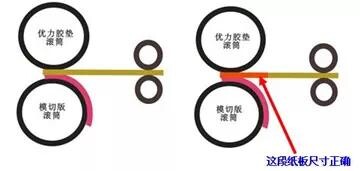
一般而言,印刷模切尺寸变化是由两个方面的问题产生的,其中由于模切棍产生的速差引起的相对比较多。当然模具制作精度也会引起模切尺寸误差,包括模具安装造成的尺寸误差等,这里就不一一详述了,今天先给大家介绍下关于速差引起的质量问题: 第一、模切棍产生的速差引…
2025/4/5 7:21:56
-
本课程通过讲解生产过程中全自动平压平模切机原理,使印刷联线、模切机的相关操作人员对平压平模切机的制作与调整有一定的了解,以达到纸箱生产的高效、快速、高品质的要求,进一步降低企业的生产成本。接下来将分享模切工艺缺陷与调整的内容,弄懂这些知识对纸箱行业从业…
2025/4/4 7:55:38


共有 网友评论