2.2 Optiformer夹网成形部 图2是Valmet公司最新的垂直间隙成形器,脱水区较短(约2.6m),为了纸幅两面脱水量趋于相等,成形辊和真空伏辊布置在外网和内网上;为了改善纸页的成形,在内网上增加加载脱水板,它与外网上的脱水板靴产生压力脉冲;当车速超过1500m/min以上时,需要增设真空吸水箱,防止纸页脱离网面。这种排列的网部,外网脱水量占成形部脱水量的45%~55%,而成形辊脱水量占外网的70%,纸幅出网部的干度在15%~18%。成形器可通过多处真空装置、浆网速比(约1.04)来调节纸幅的两面脱水量以及控制纸幅匀度、填料的分布、短纤维和填料留着率等,是国内新闻纸匀度最好的纸机。 2.3 靴型压榨 压榨是限制纸机车速提高的瓶颈,通常以增加压榨道数和线压力来提高纸页的干度,增加湿纸强度,减少断头,改善压榨部的运行性能。试验表明,纸幅干度大小与压榨冲量成正比,而压榨冲量是平均压区压力与纸页通过压区时间的积,也可以是压区线压除以车速求得。对压榨纸幅干度来说,停留压区的时间比峰值压力更重要,宽区压榨就是根据这个原理设计的。解决压榨纸幅断头的另一办法是采用真空引纸,使湿纸幅强度和引纸外力分离(见图3),消除离心力、摩擦力、重力和石辊上剥离力等的影响。Valmet公司的Optipress压榨就是集上述两个原理设计的,见图4。这种压榨只有二道压区,第一压区上辊是SymZL辊,下辊为SymZS,是自加载辊。加压时,辊壳压向上辊表面,成形设计线压200kN/m。第二压区是宽区压榨,上辊为靴式辊,下辊为SymZL辊,加压时靴板压下,形成1000kN/m的设计线压。第二压区下辊是传送带,不脱水,主要消除纸幅出二压回湿问题,可减少一个引纸真空辊和传动点。纸幅进烘缸的干度可达50%。图3 纸机车速变化与引纸外力和湿纸强度的关系图4 Optipress直通式压榨 Optipress直通式压榨试车时,车速提高到1400m/min时,第一压榨出现振动,不能正常运行,后将下辊SymZS的加压部分和可控部分的油路分开,改刚性联轴器为挠性联接器,以及采用自动毛布摆动装置(cocking system)等得以解决。第二压榨原进压区前的毛布和传送带借助上压辊将毛布贴紧传送带,因毛布和传送带运行性能不同,取消了上压辊,使之分离。由于这种改变,笔者认为这将引起毛布包下辊的包角不够,使二压辊子运行不够理想。Valmet公司已提供了将二压中心提高250mm的修改图,并在适当的时候停机改造。(未完持续)
相关资讯
-
一、常见柔性版印刷版材参数 二、怎样设计便于套印的柔性版墨图 在印刷过程中,人们常常关注的一个关键指标就是套印,因为套印不准所造成的废品往往在全部废品中占很大的比例。虽然柔版印刷机制造商在设计及加工过程中已为精确套印提供了良好的基础,自动监控系统也…
2025/5/19 8:56:52
-
面纸褶皱严重影响后工序的印刷品质,严重时会造成批量报废,导致生产损耗大。本文从张力和原纸两个方面来具体分析如何解决面纸起皱问题。 瓦楞纸板的工艺缺陷方面有很多,有一种是面纸起皱,具体表现为面纸不平整,有褶皱现象。面纸褶皱严重影响后工序的印刷品质,…
2025/5/11 22:52:12
-
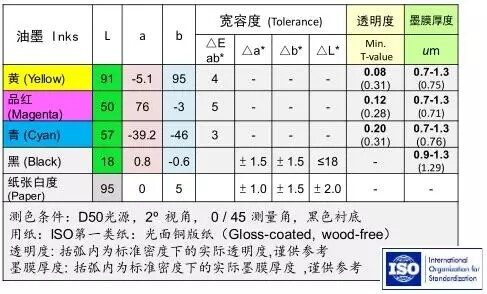
对于印刷油墨,我们也有自己的认识: 【要点1】ISO 12647 平版四色油墨标准… 【要点2】油墨一般特性检验与指标… 1. 厂牌/ 型号/ 颜色 2. 生产日期/ 存储期 3. 保质期限 4. 包装外观 5. 重量 ( 扣除铁罐重量) 6. 破损/ 变形 …
2025/4/30 7:38:29
-
随着瓦楞纸品包装行业技术的不断进步发展,越来越多的客户对瓦楞纸箱的印刷效果提出了更高的要求,从最开始简单的一色、二色、三色,发展到应用广泛的四色、五色等叠印套色,再到目前的六色、七色、甚至八色的高清水墨彩印技术。针对这些印刷色组的增多,除了美化了纸箱包…
2025/4/28 7:52:21


共有 网友评论