关键词:二次纤维;使用品质;中浓打浆;净化筛选目前,二次纤维在造纸所用原料中所占的比例日益增大。由于废纸种类及来源复杂,纸中杂质过多且多次回用,加之制浆过程中净化筛选流程过于简单,采用双盘磨低浓打浆对二次纤维的剧烈切断等,严重影响了二次纤维的使用范围及使用品质。针对上述问题以及废纸浆纤维短小,纤维本身强度差等特点,笔者从二次纤维制浆、打浆方面,采取措施,来提高二次纤维的使用品质。对废纸原料进行分选分选的目的主要是除去原料中的线绳、胶片、塑料等杂质。分选的操作可使用机械设备,同时又必须有人工辅助才能达到较好的分选效果。加强筛选、净化净化筛选对纸页质量尤其是外观影响颇大,对该工段设备的选用既要考虑到成浆得率,又要考虑成浆的净化效果。在碎浆后应配备有重质除渣器、复式纤维分离器、振框平筛、中浓压力筛等净化筛选装置,如抄造性能要求较高的纸种还需配备轻质除渣器,在该工段力求在保证高成浆得率的同时尽可能去除轻、重杂质。采用中浓打浆针对废纸浆纤维短小、纤维本身强度较差等特点,打浆的目的主要是在尽可能保留纤维长度的基础上对纤维进行良好的疏解及分丝帚化。但在双盘磨低浓打浆过程中,纤维切断剧烈,同时废纸的疏解效果不好,成浆存在较多的纤维束而导致成纸出现“浆粒”较多这种纸病。表1 废纸浆中、低浓打浆抄造瓦楞原纸性能之比较纸种打浆类型成浆打浆度°SR定量 g/m2紧度 g/cm3向环压指数 N·m/g裂断长 m施胶度 mm匀度等级瓦楞原纸 瓦楞原纸ZDPM盘磨中浓打浆双盘磨低浓打浆32~33 33~35114.3 114.1 114.6 113.50.640.660.540.556.76.85.15.340054010231023900.50/0.50 0.50/0.500.50/0.50 0.50/0.50良 良一般 一般AACC表2 中、低浓打浆能耗之比较 打浆类型打浆浓度%打浆绝干量t总耗电量kWh吨浆电耗kWh/tZDPM盘磨中浓打浆双盘磨低 浓打浆7.5~8.5 3.0~3.560.5 59.310466.5 16366.8173 276 针对低浓打浆的缺陷,我们采用了华南理工大学造纸与污染控制国家工程研究中心研制生产的ZDPM型中浓液压盘磨机进行中浓打浆,在8%~10%的中浓状态下,利用纤维间产生的巨大内摩擦力使废纸浆得到较好的疏解及分丝帚化,纤维长度得到了较好的保留。中浓打浆避免了磨片的直接接触,也降低了打浆能耗。生产实践表明:与双盘磨低浓打浆相比,中浓打浆成纸的物理强度指标明显改善,吨浆电耗降低了30%~40%,如表1、表2。
相关资讯
-
一、常见柔性版印刷版材参数 二、怎样设计便于套印的柔性版墨图 在印刷过程中,人们常常关注的一个关键指标就是套印,因为套印不准所造成的废品往往在全部废品中占很大的比例。虽然柔版印刷机制造商在设计及加工过程中已为精确套印提供了良好的基础,自动监控系统也…
2025/5/19 8:56:52
-
面纸褶皱严重影响后工序的印刷品质,严重时会造成批量报废,导致生产损耗大。本文从张力和原纸两个方面来具体分析如何解决面纸起皱问题。 瓦楞纸板的工艺缺陷方面有很多,有一种是面纸起皱,具体表现为面纸不平整,有褶皱现象。面纸褶皱严重影响后工序的印刷品质,…
2025/5/11 22:52:12
-
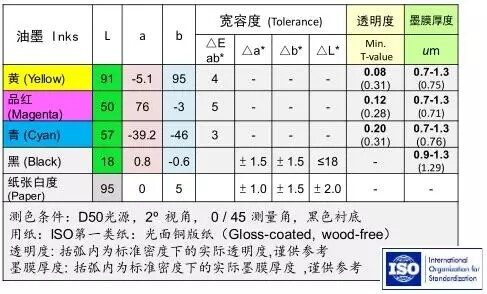
对于印刷油墨,我们也有自己的认识: 【要点1】ISO 12647 平版四色油墨标准… 【要点2】油墨一般特性检验与指标… 1. 厂牌/ 型号/ 颜色 2. 生产日期/ 存储期 3. 保质期限 4. 包装外观 5. 重量 ( 扣除铁罐重量) 6. 破损/ 变形 …
2025/4/30 7:38:29
-
随着瓦楞纸品包装行业技术的不断进步发展,越来越多的客户对瓦楞纸箱的印刷效果提出了更高的要求,从最开始简单的一色、二色、三色,发展到应用广泛的四色、五色等叠印套色,再到目前的六色、七色、甚至八色的高清水墨彩印技术。针对这些印刷色组的增多,除了美化了纸箱包…
2025/4/28 7:52:21


共有 网友评论