2 自动生产线控制系统 包装机的控制系统如图2所示,由可编程控制器、触摸屏、输出驱动控制和纠偏控制等几部分组成。考虑到本机控制精度尤其是延时时间要求达到0.01s精度,在3s的时间周期内控制器要完成几十个配合动作的控制,系统对控制器的数据计算及运行速度的要求比较高,因此包装机控制系统采用三菱可编程控制器中基本指令运行速度为0.08μs,运行速度最高,性能最好,档次最高的FX-2N系列48MR作为核心控制部件。2.1 生产时序的调整和触摸屏人机界面的应用 整个生产程序控制的时序图如图2所示。从图中可以看出,为了精细地对生产过程的配合进行调整,整个生产过程工作的10个汽缸有11个延时时间需要根据要求进行精细地整定。在生产过程中,根据生产药片的不同这些参数还需要操作人员随时进行调整。另外生产过程的各种参数的变化的监测,设备的维护和检修,都需要一个友好的人机界面来完成。因此在系统总体设计时人机对话界面采用了MT510 T 10.4寸触摸屏。MT510T触摸屏是一个功能强大,与PLC接口十分方便的PLC人机对话设备。 MT510T触摸屏作为与PLC配套的人机对话界面,有许多特有的功能: a.与PLC内部I/O状态对应的各种指示灯显示;b.与PLC内部输入信号对应的各种开关面板(位状态型开关、多段开关、切换窗口开关等);c.与PLC输入和输出动态过程对应的各种动态过程显示;d.与PLC内部数据单元对应的数据显示(数值显示、SCII显示、文字显示等);e.在屏上用模拟键盘完成的各种数据输入(数值输入、ASCII输入、文字输入等);f.根据设定轻松完成的各种异常报警功能(报警显示、跑马灯显示、事件显示等) MT510T以强大的32位RISC处理器为核心控制部件,256种颜色,640x480显示格式。它具有许多与WIN-DOWS类似的强大功能,如可以同时开启6个弹出窗口;可以拥有和WINDOWS98系列一样的任务栏和快选窗口——工作按钮,利用工作按钮可以呼叫快选窗口;可在快选窗口放置要经常显示的元件或直接切换窗口的开关;可在弹出窗口中放置窗口控制功能键,使弹出窗口可以最小(大)化,及任意移动窗口等。 根据需要,本系统的人机对话设置了元件调试窗口、部分统调窗口、数据输入窗口和运行窗口等4个窗口,以一个总界面菜单进行管理。 元件调试窗口是针对系统的10个汽缸电磁阀,一台纠偏步进电机,3个光电开关和4个接近开关设置的。它主要应用在对设备安装调试和维护时,利用这个窗口可以对每一个控制和检测元件进行独立调试,包括位置的调整,工况好坏的确认等。实践证明这个人机界面的使用频率很高,给设计和操作人员带来很大方便。部分统调窗口主要是在系统联调试时完成除加药以外的其他控制动作的连续运行,方便对系统各个控制和检测部件的动作协调情况进行综合调整和修改。数据输入窗口主要是在触摸屏上利用模拟数字键盘输入一些相关的数据。运行窗口是生产线在进行自动运行时的主窗口,对生产线的所有控制,如开车停车、电机启停、故障报警、事故急停等皆在此触摸屏上进行操作。生产线的所有执行机构和传感器的运行状态皆在屏上以动画的方式进行显示,人机界面上的组合文字、按钮、图形、数字等能够明确指示并告知操作员机器设备目前的状况和各种变化信息,它的使用在操作人员和机器设备之间构建了一个双向沟通的桥梁。操作简便的人机界面与PLC控制器强大的功能及复杂的数据处理相匹配,提升了整套设备的使用价值,方便了操作工人的操作。 MT510T采取串行通信的方式与PLC连接,在编程过程中它可以利用PC机进行离线编程和离线模拟,然后通过串口将应用程序下载到屏内保存,进行在线模拟和运行。这些功能使繁杂的程序设计变得轻松有效,节约了大量的工程调试时间。 MT510T提供一个在WINDOWS下功能强大的编程平台Easy Builder500组态软件供用产对其编程使用。它在程序低层提供一个PLC的驱动程序ECDK。,用户只要在触摸屏应用程序的上层完成一些窗口、图形显示界面的设计,根据所选用PLC的不同,对各种图形的属性利用图表进行设定和组态,以及MT510与PLC通信规约的设定,然后将应用组态程序下载到触摸屏的内存上即可。2.2 纠偏定位控制设计 纠偏及定位控制是自动包装机械最重要的功能之一,灸药包装生产线必须随时纠正包装基带在生产线上横向位置的偏差,并准确确定每一个药包在包装基带上的纵向位置,才能保证从包装基带上切下药包的准确性。本系统从机械和电子控制的结合上采取了一些创新性的设计,较好地解决了本系统的一些难点。 传统的包装基带多数采用电机牵引的方式,在高速运行条件下完成精确药包定长模切控制存在一些困难。本系统采用汽缸夹持基带牵引前进,利用汽缸的固定行程进行定长控制,再由纵向定位光电开关配合,较好地克服软基带拉伸变形对纵向定位的影响,取得很好的效果。 灸药包装基带为软无纺布,在前面工序往基带上加放药片后,基带边缘产生严重的荷叶边,使包装带边缘检测和灸药横向纠偏无法进行。为了克服这一难题,在包装带的两边设置了2个导向槽,包装带的边缘在导向槽内运动,其上下波动幅度受到限制,为基带边缘检测创造了一定条件;在导向槽内包装带的两个边缘,采用光纤光电开关进行位置检测,光纤光电开关采用光纤作为光发射和接收头,其接收头直径仅lmm,因此进行边缘定位检测具有很高的精度。从安全的角度出发本系统还采用接近开关设计了几个极限位置保护传感器。横向纠偏系统由FX-10GM,步进电机驱动模块,步进电机以及相关的机械部件组成。X-10GM是FX-2N系列中单轴定位控制专用模块,它采用独特的定位专用语句(cod命令)和序列语句,具有与步进电机或伺服电机控制接口配套的强大的位置控制功能,如手动正转、反转,机械原点返回,正反限界检测控制,中断,自动运行正转脉冲(PP)发生,反转脉冲(RP)发生等。它可仅用两根控制线(正转脉冲PP,反转脉冲RP)直接与混合步进电机驱动器接口,其最大脉冲输出为200KPPS,可以满足高速纠偏动作的需要。在本系统中,牵引汽缸搭载在由步进电机驱动的横向纠偏平台上。横向纠偏平台在牵引汽缸动作前开始横向位置检测并带动牵引汽缸进行纠偏横向运动,在牵引汽缸牵引结束回程时纠偏平台复位。横向纠偏平台由步进电机驱动的丝杆推动进行左右纠偏运动,丝杆设计指标为每转动500圈直线行程1mm,当步进电机驱动速度为4000n/min时,每纠偏1mm仅需7.5s,大大加快了包装机的运行效率。3 结 语 包装机械的机电一体化设计是提升包装机械性能的重要内容,文中介绍的一些机械与电子结合的创新设计方法如纵、横向纠偏的方法,人机对话触摸屏,以及利用与PLC配套的位置控制模块FX-10GM对步进电机的控制等,对包装自动生产线的设计都有重要的参考价值。[ 参 考 文 献 ][1]三菱公司.FX-2N HARDWARE MANUAL[Z],1999.[2]三菱公司.PX-2N-10GM HARDWARE/PROGRAMMING MANUAL[Z],2002.[3]深圳人机电子有限公司.EasyBuilderS00软件使用手册[Z],2002. (完)
相关资讯
-
拼版是指将要印刷的页面按其折页方式按页码顺序排列在一起,其大小由印刷幅面及印刷纸张的大小来定。拼版可分为:零件的拼版和书刊的拼版两种。那印刷厂拼版印刷对印版方向有哪些要求呢? 一、拼版印刷的方向要求 不论是用单版还是用多版印刷,首先应明确拼色图案…
2025/4/27 7:28:19
-
要实现快速换单,先从自动挂版开始 挂版是印刷换单过程中必不可少的环节。有些人认为挂版是一件简单的事,殊不知就这么一件“小事”,如果不注意细节也是会对印刷效率和品质造成很大影响的。如今,部分大型纸箱厂已开始使用智能化自动挂版设备以提升印刷效率和品质。 …
2025/4/26 8:02:30
-
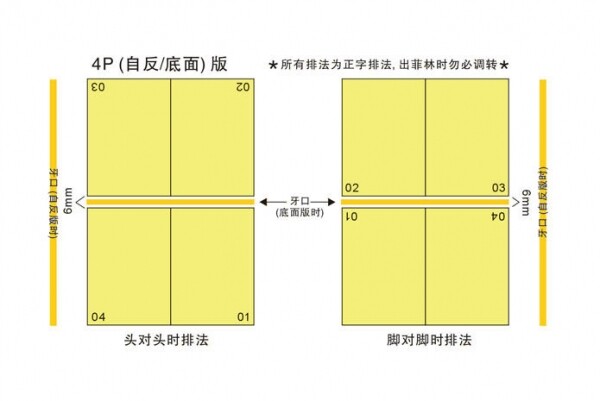
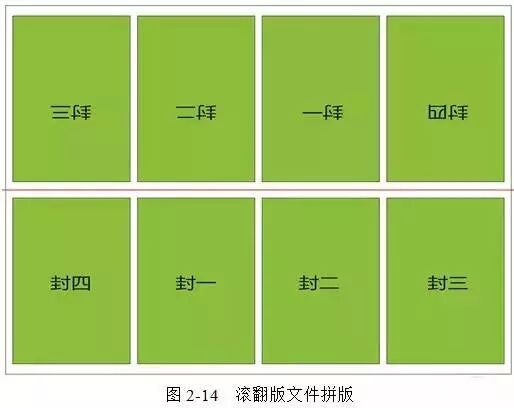
本文主要为大家讲解印刷翻版和印刷拼版相关知识点希望大家能有所收获。 一、印刷翻版类型 大多设计作品都需双面印刷。一张纸印完一面还得印另一面,就需要翻面,在印刷上就要做翻版。印刷中根据印版内容和翻版方向,将翻版分为3种。 1、正反版印刷 正反版印刷…
2025/3/30 10:15:47
-
食品外包装印有消防宣传标语,负责人成为消防公益代言人。近日,在娄底新化县,这一创新举措引发市民点赞。新化县消防大队负责人表示:“今年4月份以来,新化县开展了‘全民消防我行动’大型公益活动,湖南前进食品股份有限公司董事长罗教孟成为消防公益代言人,首批具有消防宣…
2018/7/10 12:21:45


共有 网友评论