我国专业化生产塑料制品的企业,做好现场产品实时计数工作一直是管理中的一个难题。采用现代信息技术,以通用微机为核心的“注塑机群现场实时计数统计系统”。使产品现场计数纳入科学管理轨道。一、 系统简介 本系统功能框图与相应配置综合如下表:(系统环境为:25℃)(一)硬件:微机:IBM通用微机数据采集装置:PS 2116 数据采集系统(二)软件:操作系统:Windows 98数据库:Access数据库编程工具:Visua Basic二、 系统分析 本系统主要由两大部分组成,数据采集和数据录入汇总,分别由两大商品化装置连接而完成。这样简化了对硬件部分的要求。采用VB编程,成为一个较好的选择。该系统通过硬软件的合理安排,成功地达到现场实时技术统计要求。数据采集系统: PS2116数据采集系统,为一光电隔离开关量输入板,该板符合PS总线标准,可适合各种PC机上工作,组装时,可将其直接插入微机通用并行插口槽内,与微机溶位一体,因而大大简化二者通信连接的要求,也提高了工作系统的可靠性。该装置输入采用光电隔离技术,隔离耐压可为500V,最大输入可达32路,每8路分为1组,每组共用一个地线,输入电压可3~50V,输入电流为5~10mA。实际使用时,可使用I/O使用方式寻址,选择对应组别输入。通过系统预选,可以根据实际需要, 对通道数和主要参数(基地址和采集速度)进行设置。各路连接方法如下图: 图中:j为选择组别序号;I为每组对应路数;Gnoj表示为公共接地点;Rx为外接电阻,以保证控制最大输入电流。输入的各点信号源来自各注塑机现场发出信号。系统设计时,在每个注塑机上增设注射采样平台模拟产品技术值。各分路按机台编号,接入专用插头座内,由数据采集系统控制输入。PC总线装置内之数据线上D0~D7对应每组输入的8位状态,当输入状态为高电平时,数据线上读数为“0”,当输入状态为低电平时,数据线上读数为“1”。系统对输入电压定为5V。并另置一专用电源供电。使用时,应进行一系列设定工作。根据现场实际机台数确定总通道数,再根据数据采集系统的说明确定对应组别的基地址。 这样,根据基地址,即可由下述指令得到开关量的状态情况如:A=INP(&310H),读第一组输入A=INP(&311H),读第二组输入A=INP(&312H),读第三组输入A=INP(&313H),读第四组输入该变量A,即为今后技术的数据基础。三、数据录入汇总系统 数据录入汇总系统是台式微机的主控设备,操作系统则采用主流操作系统——Windows98,本系统核心技术即为通过VB编程,来完成数据录入和汇总工作。(一)统程序主要包括四个窗体和一个模块,其功能如下:1、From1窗体,为主窗体实时显示当前计数值形成数据文件并提供进入其他三个窗口的命令按钮。2、From2窗体,提供各班次人员名单的选择。3、From3窗体,进行方式1的查询,按年、月、日的方式查询各台注塑机各班次操作者的计数汇总值。4、From4窗体,方式2查询按指定时段(日期+时分)查询各机台在各时间间隔(3分钟、15分钟、30分钟、60分钟四档)之计数汇总值。5、Module1,模块1,对各重要变量进行声明和完成重要文件的准备工作。 在上述程序系统中,除应用了窗体程序设计技术外,还采用了大量控件,涉及的控件有:1、命令按钮(Comrrian Buffom)散件于各窗体中,如“退出”、“打印”等。2标签(Label)如窗体1的主标题“塑料产品技术统计系统”等。3、组合框(Combo Box)如窗体1总各班次人员选择,窗体3的机台号选择,窗体4的时段,时间间隔的选择等等。4、选项按钮(Option Baffom)如窗体1中班组选择窗体3查询日期选择。5、网格控件(Grjd)如窗体1~3的数据显示窗口等。(二)运行时,将数据采集装置得到的信息,通过动态连接库内之动态连接转化为对应序号(机台号)录入的实时记录数据文件内(dat),在计算机内存内形成与对应的序号变量,按“|1”逐步递增,直到三分钟后,正式将变量最后累加值,作为一条数据,录入三分钟单位的数据项目,并将该变量刷新为“0”,重新开始计数循环。 为了统计出每班次技术总和,文件内还以变量Counl,接受Coun的连续累加,直至每天每班次规定时间内(本系统定位8:00,16:00,24:00三班),再Coun(三分钟单位)与Counl(每班单位)之值全部刷新,并重新从“0”开始计数。 对每一机台来说,还应对操作者划为三班次,因人员、原材料、产品名称等,要求每天输入操作者姓名,操作者按班组为单位,预暨为Access数据库name。利用Data数据控件属性能打开选定的数据库,而利用组合框则在屏幕上进行机台对应操作者的设置,从而是数据文件纳入该班次操作者的重要信息。 作者: 邹晓峰 来 自: 包装杂志
相关资讯
-
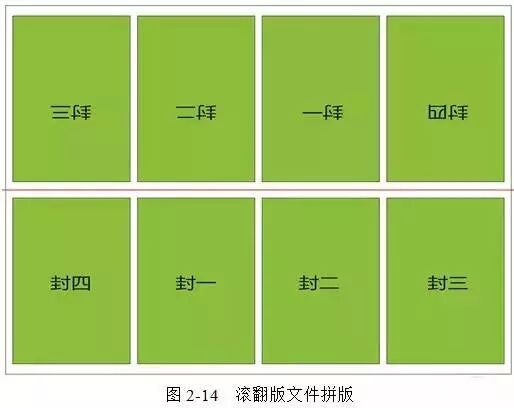
拼版是指将要印刷的页面按其折页方式按页码顺序排列在一起,其大小由印刷幅面及印刷纸张的大小来定。拼版可分为:零件的拼版和书刊的拼版两种。那印刷厂拼版印刷对印版方向有哪些要求呢? 一、拼版印刷的方向要求 不论是用单版还是用多版印刷,首先应明确拼色图案…
2025/4/27 7:28:19
-
要实现快速换单,先从自动挂版开始 挂版是印刷换单过程中必不可少的环节。有些人认为挂版是一件简单的事,殊不知就这么一件“小事”,如果不注意细节也是会对印刷效率和品质造成很大影响的。如今,部分大型纸箱厂已开始使用智能化自动挂版设备以提升印刷效率和品质。 …
2025/4/26 8:02:30
-
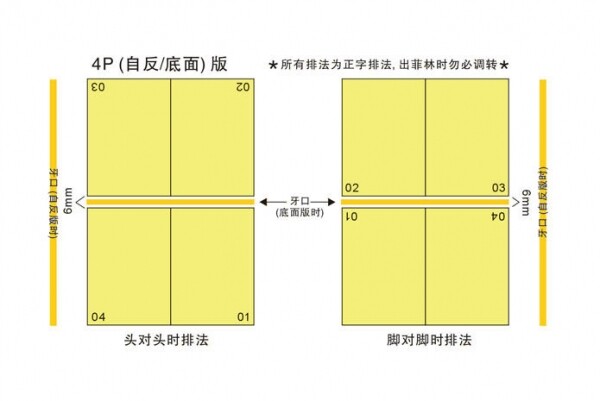
本文主要为大家讲解印刷翻版和印刷拼版相关知识点希望大家能有所收获。 一、印刷翻版类型 大多设计作品都需双面印刷。一张纸印完一面还得印另一面,就需要翻面,在印刷上就要做翻版。印刷中根据印版内容和翻版方向,将翻版分为3种。 1、正反版印刷 正反版印刷…
2025/3/30 10:15:47
-
食品外包装印有消防宣传标语,负责人成为消防公益代言人。近日,在娄底新化县,这一创新举措引发市民点赞。新化县消防大队负责人表示:“今年4月份以来,新化县开展了‘全民消防我行动’大型公益活动,湖南前进食品股份有限公司董事长罗教孟成为消防公益代言人,首批具有消防宣…
2018/7/10 12:21:45


共有 网友评论