材料选择 一般来说,没有不好的材料,只有在特定的领域使用了错误的材料。 在注射成型中最常用的是热塑性塑料。它又可分为无定型塑料和半结晶性塑料。一般来说,半结晶性热塑性塑料主要用於机械强度高的部件,而无定型热塑性塑料由於不易弯曲,则常被应用於外壳。 热塑性塑料有未增强、玻璃纤维增强、矿物及玻璃体填充等种类产品。玻璃纤维主要用於增加强度、坚固度和提高应用温度;矿物和玻纤则具较低的增强效果,主要用於减少翘曲。 在一些热塑性塑料中加入了一系列增强材料、填料和改性剂来改变它们的性质。 一些热塑性材料,特别是PA6和PA66,吸湿性很强。这可能会对它们的机械性能和尺寸稳定性产生较大的影响。在进行时,应特别注意这种性能。 加强肋 一般来说,部件的刚性可用以下方法增强: 增加壁厚; 增大弹性模量(如加大增强纤维的含量); 设计中考虑加强肋。 如果设计用的材料不能满足所需刚性,则应选择具有更大弹性模量的材料。大的惯性力矩可很容易地通过设置又厚又高的加强肋来实现。但是对热塑性工程塑料,这种方法常会产生制品表面凹痕、内部空洞和翘曲等问题。而且,如果加强肋的高度过高,在负荷下结构将有可能膨胀。出於这种考虑,必须在合理比例内保持加强肋的尺寸。 为确保带加强肋的制品容易顶出,必须设计适当的脱模锥度。 对於表面要求非常高的组件,如汽车轮盖的尺寸非常重要。正确的加强肋设计可以减少组件形成表面凹痕的可能,以提高组件的质量。 在塑料设计中,十字结构是最好的,因为它能应付许多不同的负荷排列变化。正确设计的可承受预期应力的十字结构,可以确保在整个制品上的应力均匀分布。 公差 注射成型制品不可能具有机械加工制品一样的公差。虽然大多数人都意识到这一点,但还是常常会指定无法达到的公差,或使具成本效益的生产变得不可能。 注射成型一般分为3种质量等级,即一般用途的注射成型、技术注射成型和高精度注射成型。DIN16901标准指出,它们是根据在容许范围内注射成型制品公差的和尺寸来划分的。 一般用途的注射成型要求低水平的质量控制,其特点是低的退货率和快的生产周期。 技术注射成型会比较昂贵,因为它对模具和生产过程有更高的要求,要求频繁的质量检查,因而增加了退货率。 第三种,即高精度的注射成型,要求精确的模具、最佳的生产条件和100%连续的生产监控。这将影响生产周期,增加单位生产成本和质量控制成本。 设计者在决定注射模具制品的成本方面起了关键作用,他们必须确定商业上可行的公差,选定的公差虽然不必尽可能地严格,但必须足够严格。 为了不对塑料部件制定过分严格的公差范围,必须要注意一些影响注射成型制品尺寸准确性的因素。 模具制造的公差必须相对严格地遵守。设计者应切记,脱模斜度的重要性在於它能使脱模容易及防翘曲。 一个与公差相关的问题是,当成型品是由不同材料或不同壁厚制成。模後收缩值与方向和厚度相关。玻璃增强材料的这一性质更明显。玻璃纤维的取向性可在水平方向和垂直方向产生具有显着性差异的收缩,从而导致尺寸不准确。 塑料制品的几何形状对收缩也有影响,进而影响到公差。如果复杂的成型加工对公差的要求非常严格,必须要获得模具原型有关收缩值和翘曲行为的准确数据。 使用半结晶性塑料时,必须考虑模後收缩。 脱模後不必马上进行质量控制。DIN16901标准指出,需要在标准气候条件(23℃,50%相对湿度)下储存16h後或在适当的预处理後才可进行质量控制。 壁厚 在工程塑料零件的设计中,经验表明,有一些设计要点必须考虑,这些要点之一就是壁厚的设计。 改变一个零件的壁厚,对以下主要性能将有显着影响: 零件重量; 在模塑中可得到的流动长度; 零件的生产周期; 模塑零件的刚性; 公差; 零件质量,如表面光洁度、翘曲和空隙。 在设计的最初阶段,有必要考虑一下所用材料是否可以得到所要求的壁厚。流程与壁厚的比率对注塑工艺中模腔填充有很大影响。如果在注塑工艺中,要得到流程长、而壁厚薄,则聚合物应具有相当的低熔融粘度(易於流动熔解)是非常必要的。 如果不考虑後果就增加壁厚,将使材料和生产成本增加,而刚性并未有增加。 增加壁厚不仅决定了机械性能,还将决定成品的质量。在塑料零件的设计中,很重要的一点是尽量使壁厚均匀。同一种零件的壁厚不同可引起零件的不同收缩性,根据零件刚性不同,这将导致严重的翘曲和尺寸精度问题。为取得均匀的壁厚,模制品的厚壁部分应设置模心。此举可防止形成空隙,并减少内部压力,从而使扭曲变形减至最小。零件中形成的空隙和微孔,将使横截面变窄,内应力升高,有时还存在切口效应,从而大大降低其机械性能。 焊接技术 最常用的塑料工程零件的焊接方法有:高温工具焊接 、旋转焊接 、振动焊接 、超声焊接,其他方法有:高频焊接 、感应焊接 、热气焊接、激光焊接等。 为得到高质量、重复性好的焊接质量,需要选择一种合适的焊接方法,以使焊接参数最优化,并确保需要焊接的零件设计正确,与所选用的焊接方法相匹配。 在决定选用某种焊接方法前,与设备制造商或树脂供应商进行探讨是十分明智的选择。 从理论上讲,所有热塑性塑料都是可以焊接的。但是有时塑料的焊接性能相当不同。非晶态聚合物和半结晶聚合物不能焊接在一起。由於水气会影响焊接质量,所以尼龙等吸水性塑料焊接前需要预先乾燥。为使焊接质量最好,尼龙零件最好注塑後立即焊接,或焊接前将之放在乾燥环境中。玻璃纤维和稳定剂等树脂添加剂同样会影响焊接质量。选择适宜的工艺参数和零件设计,未增强塑料的焊接装配件的强度可以和其原料相媲美。对於玻璃纤维增强塑料而言,在焊接区域上,由於纤维分离和再取向使得强度减弱,这一点在设计中必须予以考虑。 高质量焊接的基本保证在於焊接剖面的正确设计。如果对焊接区域外观有特殊审美要求,则需要考虑特殊几何形状。 薄壁零件设计时需要在零件双方之间加入一个导槽,这样,当使用一定的焊接压力时,零件壁不会移动而偏离预定位置。 来源:晋什集团
相关资讯
-
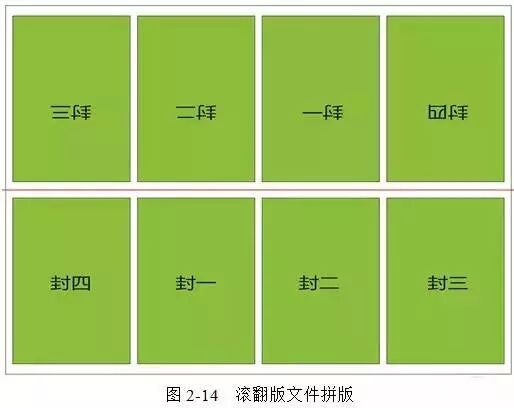
拼版是指将要印刷的页面按其折页方式按页码顺序排列在一起,其大小由印刷幅面及印刷纸张的大小来定。拼版可分为:零件的拼版和书刊的拼版两种。那印刷厂拼版印刷对印版方向有哪些要求呢? 一、拼版印刷的方向要求 不论是用单版还是用多版印刷,首先应明确拼色图案…
2025/4/27 7:28:19
-
要实现快速换单,先从自动挂版开始 挂版是印刷换单过程中必不可少的环节。有些人认为挂版是一件简单的事,殊不知就这么一件“小事”,如果不注意细节也是会对印刷效率和品质造成很大影响的。如今,部分大型纸箱厂已开始使用智能化自动挂版设备以提升印刷效率和品质。 …
2025/4/26 8:02:30
-
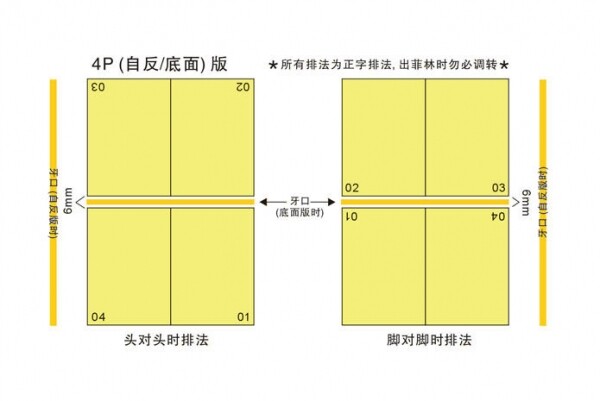
本文主要为大家讲解印刷翻版和印刷拼版相关知识点希望大家能有所收获。 一、印刷翻版类型 大多设计作品都需双面印刷。一张纸印完一面还得印另一面,就需要翻面,在印刷上就要做翻版。印刷中根据印版内容和翻版方向,将翻版分为3种。 1、正反版印刷 正反版印刷…
2025/3/30 10:15:47
-
食品外包装印有消防宣传标语,负责人成为消防公益代言人。近日,在娄底新化县,这一创新举措引发市民点赞。新化县消防大队负责人表示:“今年4月份以来,新化县开展了‘全民消防我行动’大型公益活动,湖南前进食品股份有限公司董事长罗教孟成为消防公益代言人,首批具有消防宣…
2018/7/10 12:21:45


共有 网友评论