4.1 机筒温度高分子树脂在机筒内的熔融是由玻璃态向粘流态的物化转变,而料筒内树脂的热量除在加工过程中螺杆的剪切生热外,主要来源来自机筒外部的加温,其温度从料筒的加料段至压缩段到计量段,逐步增加,形成一定的温度梯度,从而保证树脂的均匀塑化。料筒的温度选取原则为:(1)匀化计量段温度:结晶型塑料一般取其熔点温度以上20℃~30℃,对平均分子量高,分子量分布窄,分解温度宽的可取偏高值。(2)压缩段温度,此阶段物料开始从固态向粘流态转变,为适应物料熔化前后体积缩小的变化,一般此计量段温度低10℃~15℃。(3)加料段温度,加料段需对物料保持固体状态,并通过螺杆的旋转保证落入料筒内的物料向前段输送,结晶性塑料一般取熔点温度或取稍低于溶点的温度。4.2 注塑流道及注嘴温度注塑流道的作用是把已熔融的塑料供给注嘴,以便注入模型腔,因为在一定的注射压力和单位时间内通过注塑流道到达注嘴孔的塑料,由于摩擦生热,易发生熔体流涎现象,为防止此类现象,温度的选取应低于料筒区的最高温度10℃~20℃,假如温度选取过低,易堵注口,注射压力损失也较大。检验机筒温度选取的是否合适,具体的办法是当流道注嘴温度选定后,将注口与型坯模脱离开一定距离,以较低的注射压力和速度,适当的间隔时间进行对空注射,观察从注口流出的熔料,料条光滑明亮,无变色、银丝、气泡等说明设定的温度较为合适。4.3 型坯温度型坯温度也称型坯模具的选取温度。当螺杆以一定压力将熔融的塑料流体输送到型坯模具,并计量地注射到位于型坯模内的芯棒周围,此时熔料与型坯模及芯棒具有一定的温度差,实际上是使在注塑模内的原料在不同部位(如型坯肩部、身部、底部)保持一定的温度,以保证固化的熔料能够在吹塑工位均匀吹胀和充满模腔。假如型坯温度设定过高,塑料熔料易被吹胀,成型后的中空容器外观轮廓清晰,但型坯自身的形状保持能力差,特别是注塑工位向吹塑工位转移时,型坯转移过程中很容易发生破坏。反之,当型坯温度选的过低,型坯在吹塑前的转移过程中不易发生破坏,但其吹塑成型性能将会变差,成型时塑料内部会产生较大的内应力,当它们在成型后转变成残余应力时,不仅削弱了中空容器的强度,而且还会导致容器表面出现明显的斑纹,所以在选取型坯模具温度时,接近原料的熔点的温度对中空容器的质量有利,而且易于吹塑成型。4.4 吹塑模具的温度及容器冷却时间参数吹塑模具温度通常可在20℃~50℃范围内选取,假如选的模温过低则熔料在模具内部温度下降很快,这将有碍型坯发生吹胀成型,另外过低的模温还会导致容器表面出现斑纹,光洁度变差,反之在模温过高时容器需要较长的冷却定型时时间,生产效率由此下降,而且在冷却过程中,容器还会产生较大的成型收缩,从而难于控制容器的尺寸和外形精度。一般讲当塑料的玻璃化温度较高时,模温可在许可的范围内取高值,反之则取低值。中空容器在吹塑模内冷却定型时间比较长,通常占有周期时间的1/3~2/3。为确保容器的冷却定型和提高生产效率,吹塑模内的冷却水可调节水的流速,以便加快容器的冷却速度。瓶体冷却时间的影响因素主要与塑料的密度、比热、瓶体壁厚的平方成正比,与塑料的导热系数成反比。塑料熔料的温度高则冷却时间长,吹塑模的温度低则冷却时间缩短。4.5 注射压力注吹机的注射压力是指螺杆端面处作用于熔料单位面积上的力,而注吹机设备的最大注射压力常常标出,实际生产过程中往往要知道实际工作中的注射压力的大小,可用公式P=计算。式中S—螺杆断面积(cm2);P0—注射时油罐中油压(表压)(kg/cm2);S0—油罐活塞面积(cm2)。4.6 保压压力及其时间参数保压压力是使熔体进入型腔后,以补充腔内因收缩造成的缺料,使容器更密实,实际注射时熔体的重量应比实际容器的重量大一些,通常有20%的余量。容器的保压压力的选取是以注射压力为依据,一般取注射压力(表压)的50%~70%左右。保压时间视容器的大小确定,在实际生产中可根据容器的重量不再随保压时间的加长而增加质量来确定适宜的保压时间。4.7 注射速度注射速度增加,注射温度高,注射时间缩短,但注射速度太高,摩擦生热大,同时使容器的内应力增加,增大各向异性,并易混入汽泡。而注射速度太低,不利于提高效率,容器易出现皱纹或缺料,对于塑料熔体粘度高,玻璃化温度高的应采用效高的注射速度,并配合好料筒温度的注塑模具的温度。4.8 吹塑压力及吹塑速度吹塑压力指容器吹塑成型所用的压缩空气压力,其值通常取0.2MPa~0.7MPa,吹塑速度实质上指型坯的吹胀变形速度,其大小取决于通入型坯的压缩空气的体积流量,很明显压缩空气的体积注量越大,吹塑速度也就越快。一般讲吹塑速度应尽量取较大值,这样有利于获取壁厚均匀表面光泽较好的容器,同时也有利于缩短吹胀变形时间,以使提高生产效率。 作者: 白 冰 来源: (山东新华医药集团淄博包装装潢有限责任公司)
相关资讯
-
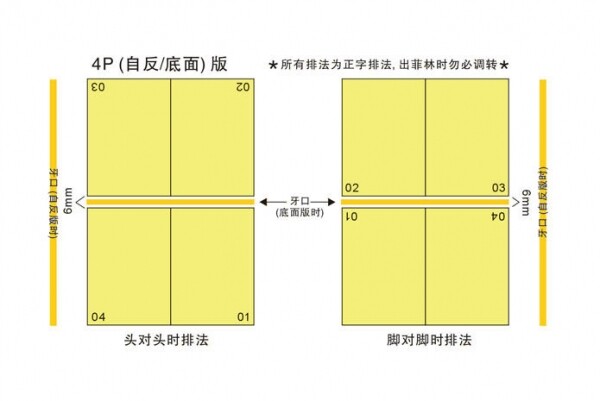
拼版是指将要印刷的页面按其折页方式按页码顺序排列在一起,其大小由印刷幅面及印刷纸张的大小来定。拼版可分为:零件的拼版和书刊的拼版两种。那印刷厂拼版印刷对印版方向有哪些要求呢? 一、拼版印刷的方向要求 不论是用单版还是用多版印刷,首先应明确拼色图案…
2025/4/27 7:28:19
-
要实现快速换单,先从自动挂版开始 挂版是印刷换单过程中必不可少的环节。有些人认为挂版是一件简单的事,殊不知就这么一件“小事”,如果不注意细节也是会对印刷效率和品质造成很大影响的。如今,部分大型纸箱厂已开始使用智能化自动挂版设备以提升印刷效率和品质。 …
2025/4/26 8:02:30
-
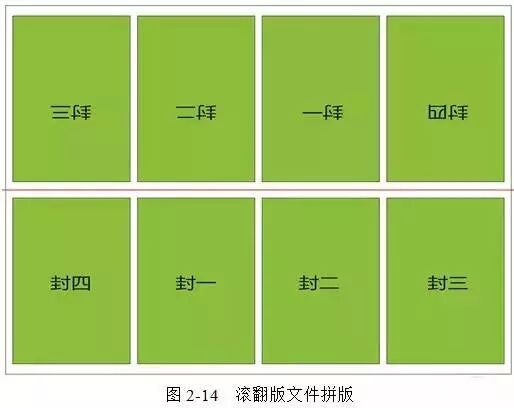
本文主要为大家讲解印刷翻版和印刷拼版相关知识点希望大家能有所收获。 一、印刷翻版类型 大多设计作品都需双面印刷。一张纸印完一面还得印另一面,就需要翻面,在印刷上就要做翻版。印刷中根据印版内容和翻版方向,将翻版分为3种。 1、正反版印刷 正反版印刷…
2025/3/30 10:15:47
-
食品外包装印有消防宣传标语,负责人成为消防公益代言人。近日,在娄底新化县,这一创新举措引发市民点赞。新化县消防大队负责人表示:“今年4月份以来,新化县开展了‘全民消防我行动’大型公益活动,湖南前进食品股份有限公司董事长罗教孟成为消防公益代言人,首批具有消防宣…
2018/7/10 12:21:45


共有 网友评论