[摘要] 分析了PET热灌装瓶瓶型设计及选择中需考虑的若干变数,并提出了一些PET热灌装瓶成型过程中改善耐热性能的工艺方法。 [关键词] PET 热灌装 瓶型 耐热性能一、前言 生产低酸度、中性饮料,如茶、果汁、果味水等时,须对灌装后的半成品及瓶器进行灭菌处理,以便控制产品的微生物污染。可供选择的灌装方法有: 1. 添加防腐剂; 2. 无菌或冷灭菌灌装; 3. 热灌装(含气饮料除外); 4. 巴氏灭菌。 近年以来,热灌装技术因其安全性、经济性较好而在我国饮料行业被广泛采用,前景十分广阔。下面是笔者在实际工作中,通过对一步法热灌装制瓶机及热灌装设备的工作原理探索所得的总结分析。 二.热灌装工艺简述 热灌装工艺中,产品经UHT超高温灭菌处理(瞬时加热至1200C~1400C,停留数十秒钟),然后降温至灌装温度(850C~900C)。灌装封盖后,瓶身倒置或侧躺30秒钟左右,以便对瓶盖及瓶颈部位进行与瓶身同温度的灭菌处理。瓶子在高温下停留一定时间(30~120秒)后,送入冷却通道,分段将瓶子冷却至340C~380C(通过冷却通道的时间约为12~20分钟),随后对瓶子进行贴标、装箱等后道包装。三.耐热瓶瓶型设计要点 设计耐热瓶瓶型时,必须考虑以下因素: 1. 灌装后30秒钟内,瓶内正压上升。这是因为: (1) 灌装后瓶内残留空气温度从300C左右上升至800C~900C; (2) 双向拉伸取向的PET瓶在受热后收缩,容积减小。在高温下,瓶子必须能够承受0.1~0.3Bar的正压而不至于产生永久变形。 2. PET瓶在高温下的容积收缩。普通PET瓶在850C时收缩率可达20%。但是,使用耐热瓶专用PET粒子吹制的耐热瓶的收缩率通常在1%~1.5%之间; 3. 灌装后收缩量及灌装点变化。灌装温度越高。瓶器容积收缩越大。实验表明,在860C~900C间的容积收缩率对温度上升尤其敏感。灌装点高度越低,灌装后瓶内残留空气容积越大,瓶器收缩也越大。这是因为瓶内残留空气容积越大,抵抗瓶器收缩变形的能力越小。通常,热灌装瓶灌装点在瓶器支撑环处。 图1 热灌装瓶容积收缩率与灌装温度的关系 4. 吹塑成型后循环吹气冷却时间对瓶器容积、结晶度和刚度均有影响。循环吹气冷却时间越长,瓶器容积越大。因此,设计瓶型时务必考虑使用最低的高压空气消耗量来达到瓶子的最佳性能。 5. 热灌装后的饮料降至室温时,因饮料在不同温度下比重的变化导致瓶内液体容积下降2%左右。同时,温度下降还导致瓶内残留空气在液体中的溶解度上升。这一切都导致瓶内残留空气的容积膨胀,产生0.2~0.3倍大气压的负压。灌装后空腔部分(残留空气)压力和瓶器温度、时间的关系曲线见下图。 图2 灌装后空腔部分(残留空气)压力和瓶器温度、时间的关系曲线因此,耐热瓶必须符合以下要求:(1) 高温下(850C~900C)容积收缩率在1%~1.5%之间;(2) 30%以上的结晶度,确保良好的耐热性能和较弱的水分吸附能力(瓶壁吸附的水分象分子链间的润滑剂一样降低瓶子的机械性能;(3) 合理的壁厚分布,避免热灌装后的非线性收缩(变形);(4) 瓶身采取特殊的板框形结构设计,瓶底设有内凹加强筋,用以承受瓶子冷却至室温后瓶内负压。(待续)
相关资讯
-
拼版是指将要印刷的页面按其折页方式按页码顺序排列在一起,其大小由印刷幅面及印刷纸张的大小来定。拼版可分为:零件的拼版和书刊的拼版两种。那印刷厂拼版印刷对印版方向有哪些要求呢? 一、拼版印刷的方向要求 不论是用单版还是用多版印刷,首先应明确拼色图案…
2025/4/27 7:28:19
-
要实现快速换单,先从自动挂版开始 挂版是印刷换单过程中必不可少的环节。有些人认为挂版是一件简单的事,殊不知就这么一件“小事”,如果不注意细节也是会对印刷效率和品质造成很大影响的。如今,部分大型纸箱厂已开始使用智能化自动挂版设备以提升印刷效率和品质。 …
2025/4/26 8:02:30
-
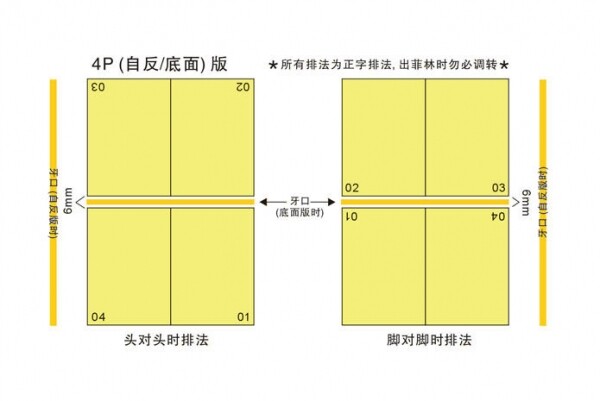
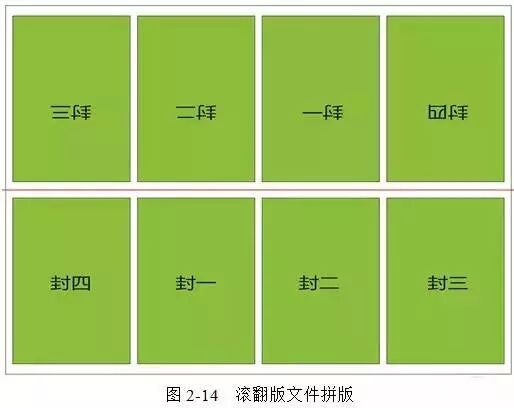
本文主要为大家讲解印刷翻版和印刷拼版相关知识点希望大家能有所收获。 一、印刷翻版类型 大多设计作品都需双面印刷。一张纸印完一面还得印另一面,就需要翻面,在印刷上就要做翻版。印刷中根据印版内容和翻版方向,将翻版分为3种。 1、正反版印刷 正反版印刷…
2025/3/30 10:15:47
-
食品外包装印有消防宣传标语,负责人成为消防公益代言人。近日,在娄底新化县,这一创新举措引发市民点赞。新化县消防大队负责人表示:“今年4月份以来,新化县开展了‘全民消防我行动’大型公益活动,湖南前进食品股份有限公司董事长罗教孟成为消防公益代言人,首批具有消防宣…
2018/7/10 12:21:45


共有 网友评论