[摘 要}:以新型全自动十工位注肩机为例,硬件上设计了连续运转的工作台和具有独立功能的工位,通过软件对工位信号进行处理,从而控制工作台及工位的动作,实现注肩机的全自动运行;通过现场总线实现控制部件与执行部件之间的通讯,接线简洁明了,并且各执行部件之间互不干扰,保证了系统在高生产效率情况下的可靠性。 包装机机械的技术水平、工作效率和可用性,不仅直接影响包装产品的内在和外在质量,而且对各类产品生产部门的经济效益影响很大。随着我国工业的迅速发展和人民生活水平的不断提高,社会对食品包装等行业的技术水平要求越来越高,国内对技术先进、高可靠性、高效率的高档包装机械的需求增长较快。 我国的食品包装机械装备在国际上属于中、低档产品,整体水平比发达国家要落后20年,仅有5%能达到国际90年代初期水平,20%的产品达到国际80年代水平,其余60%仅能达到国际70年代水平。单机多,成套流水线少;通用机型多,高效专用生产机械少;结构简单、技术含量低的产品多,高技术附加值、高生产率的产品少是目前国内包装机械的主要缺点。 以软管包装为例,首先制管机将铝塑片材或塑料片材焊接成型、切割成管;然后经注肩机将管子的一端注塑压制出“肩”,旋上盖头;最后将牙膏、化妆品等注入管内,再使用封尾机,将管子另一头封装完毕,这样才成为可用软管包装产品。现在使用的注肩机仅仅是半自动的,工作过程一般是先由工人将制好的管子套在模具上,操作机器进行注塑、冲压、脱模,然后经过冷却再由工人将成品从模具上拔下。这样的生产过程为间歇生产,工作效率较低,即使是熟练工人,一分钟也仅能达到30支左右,跟不上现代化生产的需要;而且,注肩机工作时周边温度较高,环境较恶劣,严重影响了工人的身体健康。因而迫切需要一种高速连续工作的全自动注肩机来代替这样的人工生产方式。1 注肩机的自动控制系统1.1 工作台及工位设计注肩机的主转台是加工工件的载体,主转台通过凸轮分度器实现间歇转动。凸轮分度器为间隙运动机构,其输入轴每旋转一周,主转台转动__工位。在凸轮分度器输入轴旋转一周的过程中,要求主转台约有40%的时间在运动,而另60%的时间处于静止状态。主转台转动到位后,通过编码器发出同步信号,各工位在同步信号到来之后开始动作。主电机需要驱动凸轮分度器然后带动主转台进行工件加工,经过机械部分的校合计算,选用功率5.5kW,额定电流12.5A的变频电机。为了使主转台静止时具有锁紧作用,主电机采用抱闸装置,其励磁电压为DC24V,功率35W。本机采用十工位循环系统:从2号工位开始上管,经过加热、预塑成型,在10号工位下管,l号工位对下管效果进行检测。各个工位介绍如下:1号工位:检测工位。检测在该工位时芯轴上是否已无软管。如无则继续运行,如有软管则循环停止(停机)。本工位的检测采用一可导电的纤维刷子与芯轴表面接触,如通路则为无管,若不通路则为尚有软管在芯轴上。2号工位:自动上管工位。从高处流水线上滑落的软管进入支架中的两片挡板上,在此处设有一光电开关检测头,检测到软管已到位,则压落气缸可以工作,即压下使软管掉下进入滑槽中,在顶杆的顶动下套在芯轴上。此工位通过伺服电机驱动曲柄作回转运动,带动摆臂摆动,使顶杆头部的顶针作往复的前后运动。伺服电机输出轴上设有一个发讯块,一个接近开关感应这个发讯块,可以控制输出轴在每个工作循环终了时,始终停止在一个固定的位置。伺服电机从零位置起开始运转,在使顶杆向前移动的半转以一个速度V1运行,而在从最前端向后运行的半转以另一速度V2运行,V1<V2。芯轴上设有一可导电的纤维刷子,当刷子检测到已有软管套在芯轴上,则正常运行,否则控制以后的工位在遇到这个芯轴停止工作。3号工位:吐塑工位。首先进行温度控制,根据实际加料的快慢与加料的多少设定PID对象的特性参数,不断对控制温度进行自动修正,这一部分工作可以通过温控仪或可编程控制器(PLC)来完成。中部的阀门控制计量机构的动力是一伺服电机,伺服电机驱动一偏心轴转动,偏心轴的转动带动一联杆作上下运动,使阀门实现开、关。通过设置接近光电开关使伺服电机停在同一位置。在上述电机的输入轴上还设有一接近开关,在电机轴转动一圈的某个角度段中发出讯号使电磁阀工作,使压缩空气吹出,压缩空气将挤出的塑料环状物吹入模具。4号工位:压紧合模工位。这一工位通过气缸控制:旋转工作台转动到位后,电磁换向阀M1工作,引发气缸Q1动作,推动曲臂连杆机构使两冲头压下。在此设有一接近开关K1,当冲头动作到位时接近开关K1得电并发出讯号,电磁换向阀M2工作,使另一控制推杆的气缸Q2工作。在气缸Q2旁有一接近开关K2,当K2得电工作时,发出讯号并使气缸Q1退回,随着气缸Q1的退回,接近开关K1失电,使气缸Q2退回。若气缸Q2未退回,则不能进入下一工作循环。5号工位:本工位仅起冷却作用,无任何动作。6号工位:本工位主要用作检测解锁,通过2个并排的光电开关检测是否解锁,当均未得电则表明本工位处于非完全解锁状态,此时机器随即进入循环停止,以便停机后人工调整。7号工位:冷却工位,无任何动作。8号工位:解锁旋松工位。在到达8号工位时,模具上的齿轮在另一转动的齿轮驱动下将注塑成型的牙膏管螺纹旋松在6号工位检测到的锁紧的芯棒,在从7号工位到8号工位的转动过程中,在一解锁凸轮的作用下,完全解锁。在旋转工作台转动的过程中,8号工位的气缸同时控制缓冲汽缸向下,以减少工位解锁时的机械冲击。在8号工位另设一接近开关,用来检测芯棒退出后是否完全到位,如未到位则循环停止,以便人为调整,使芯棒完全退出,方可进入下一工位。9号工位:空工位,无任何动作。10号工位:卸管工位,即将注完肩的软管从芯轴上拔出。卸管工位有一伺服电机带动一曲柄滑块机构运动,滑块上装有一个用气缸控制开合的抓手,当装有软管的芯轴在旋转台上旋转到位后,可律以作前后运动和张开闭合的抓手将软管抓出。
相关资讯
-
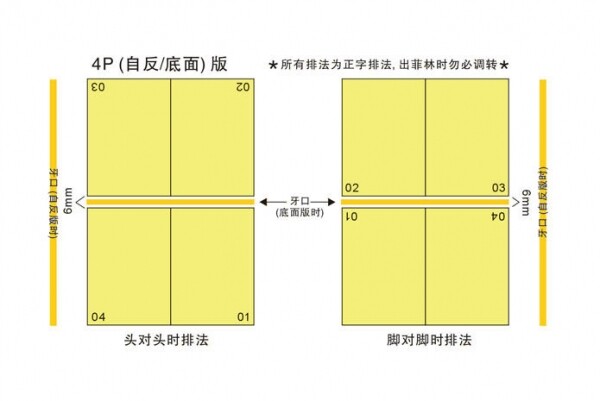
拼版是指将要印刷的页面按其折页方式按页码顺序排列在一起,其大小由印刷幅面及印刷纸张的大小来定。拼版可分为:零件的拼版和书刊的拼版两种。那印刷厂拼版印刷对印版方向有哪些要求呢? 一、拼版印刷的方向要求 不论是用单版还是用多版印刷,首先应明确拼色图案…
2025/4/27 7:28:19
-
要实现快速换单,先从自动挂版开始 挂版是印刷换单过程中必不可少的环节。有些人认为挂版是一件简单的事,殊不知就这么一件“小事”,如果不注意细节也是会对印刷效率和品质造成很大影响的。如今,部分大型纸箱厂已开始使用智能化自动挂版设备以提升印刷效率和品质。 …
2025/4/26 8:02:30
-
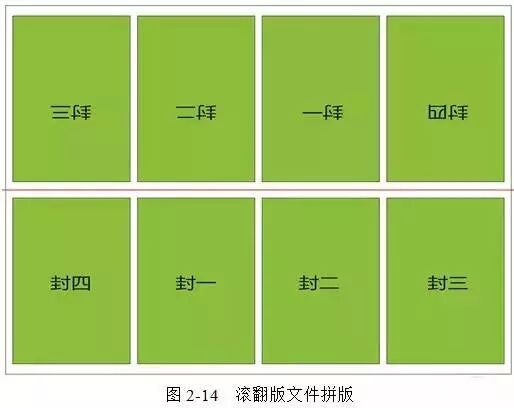
本文主要为大家讲解印刷翻版和印刷拼版相关知识点希望大家能有所收获。 一、印刷翻版类型 大多设计作品都需双面印刷。一张纸印完一面还得印另一面,就需要翻面,在印刷上就要做翻版。印刷中根据印版内容和翻版方向,将翻版分为3种。 1、正反版印刷 正反版印刷…
2025/3/30 10:15:47
-
食品外包装印有消防宣传标语,负责人成为消防公益代言人。近日,在娄底新化县,这一创新举措引发市民点赞。新化县消防大队负责人表示:“今年4月份以来,新化县开展了‘全民消防我行动’大型公益活动,湖南前进食品股份有限公司董事长罗教孟成为消防公益代言人,首批具有消防宣…
2018/7/10 12:21:45


共有 网友评论