4. 基于Modbus plus总线、INTTERBUS及MODBUS现场总线的控制系统设计我公司2004年安装一条3.6万啤酒灌装生产线,除酒机、标机、纸箱机为进口设备外,其它机台包括输送带全为国产设备,国产机台控制系统采用INTTERBUS及MODBUS现场总线技术,而且将整条生产线所有机台的PLC也联结成MB+网, 整条生产线以后还能扩展上位机。4.1. 网络构成整个控制系统是一个双层网络,上层采用MB+网作为数据采集及信息管理层,用于与现场设备的快速、循环的数据交换,可挂32个节点;下层采用INTERBUS网,串接Momentum分布式I/O模块。系统结构如图1 4.2. 系统各部分功能在整线共设有7个PLC现场控制站,分别是卸箱机现场站、输箱系统现场站、装箱机现场站、洗瓶机现场站、输瓶系统现场站、杀菌机现场站、CIP现场站。作为控制的核心,现场控制站负责完成数据的采集和控制指令的发送,现场控制站由施耐德Momentum模块化PLC组成,其通信适配器和处理器适配器只需插到I/O基板上就能按功能模件工作,I/O基板安装在DIN导轨上,用INTERBUS通讯电缆将所有I/O模块连接起来。现场控制站的主要硬件有:CPU(171CCS76000),MB+选项适配器(172PNN21022)、INTERBUS-S通讯适配器(170INT11000)、分布式I/O模块(170ADI35000、170ADO35000、170AAI52040、170AAO92100)。在主控室设有18个远程I/O节点,由Momentum的一个MB+通信适配器(170PNT11020)和一个I/O模块(输入模块170ADI35000或输出模块170ADO35000)组成,负责完成主控室有关数据的采集和输出。中间信息处理部分采用施耐德Quantum硬双机热备系统,正常时主机执行相应程序,转换现场控制站与主控室远程I/O节点之间的数据,当主机电源、CPU、NOM、CRP失效时,在50ms之内,自动切换到备机工作。其硬件组成如下:电源模块(140CPS11100)为机架上的模块提供总线电流和工作电压。CPU(140CPU11302)含有Modbus及MB+两个通讯端口。MB+通讯模块(140NOM21100)为Quantum系统提供扩展通讯能力。同步模块(140CHS21000)含有两个光纤通讯端口(发送和接收)。远程I/O处理模块(140CRP93100)采用同轴电缆网络互相连接。通讯网络采用开放的MB+网,用MB+站分支电缆(9针D型节点电缆)、MB+分支器(干缆分支器)、MB+网线电缆将所有MB+通讯模块连接起来,主网上可连接32个节点,通过MB+通讯模块(140NOM21100)还可扩展32个节点。每个现场控制站都配有一个触摸屏作为操作员站,触摸屏与Moment CPU自带的MODBUS口相连,用来监控各机台的情况,采用组态软件,通过图表、图形、动画等直观方式,对各机台的状态进行查询和监控。以后可在主控室扩展上位机,作为MB+的一个节点,用来监控整条生产线的情况,采用组态软件,通过图表、图形、动画等直观方式,对生产线上各台设备状态进行查询和监控。4.3. 控制程序设计本设计中采用Concept编程软件,它是一款国际获奖的软件,它支持多种语言编程,包括梯形图、语句表、功能块、顺序图等。它使用对所有编辑器通用的标准菜单如File、Windows和Help,所有Windows标准,如打印机安装打印命令,可无任何修改地使用,菜单命令简化到相关功能唾手可得的状态。Concept的一个最大的优点在于它可以很方便地在线监控程序的运行,并且在不中断生产的情况下修改程序,最大限度地保证了生产的正常运行。Concept提供了大量的标准控制功能块,编程人员可从在线帮助手册了解功能块的应用范围,还可利用这些块制作出新的功能块,并且相互间可以调用。为使系统形成一个有机的整体,实现通讯功能,需要对硬件进行组态。首先,通过拔动每个通讯模块的两个拔动开关为每一节点设置唯一的MB+网络地址;然后在Concept软件中为各现场控制站及双机热备系统建立一个项目,在主菜单Project的菜单命令PLC type中为项目选定相应的CPU型号,在主菜单Configuration的菜单命令I/O map中为项目输入相应的输入输出模块参数。网络节点之间数据交换的方式和数据交换量的设定是由Concept软件的PLC Configuration菜单下的Peer Cop功能菜单完成的。Modbus plus总线的Peer cop数据传送方式允许在局域网上节点之间全局地或直接地进行寄存器数据传送,在区域Go To选择局部总线节点(0=CPU,1=槽号X,2=槽号Y),通过输入其它总线节点地址以及通过设置传输数据的源地址和目标地址就可接收和发送全局信息或直接信息。现场控制站的控制程序为啤酒灌装各设备的标准功能,用Concept软件的几种编程语言都能编写。5. 结论该系统自2004年7月投入使用,现运行稳定可靠,由于采用现场总线技术,使用系统设计、安装、维护的工作量都大为减少,节约了大量电缆,而且由于整条生产线采用了现场总线联网,使我公司在应用先进技术方面迈上了一个新的台阶,该项目达到了国内领先水平,产生了较大的社会效益,以后扩展整线上位机后,更能实现企业测、控、管一体化。 作者:罗芹芝 信息来源:包装与食品机械
相关资讯
-
拼版是指将要印刷的页面按其折页方式按页码顺序排列在一起,其大小由印刷幅面及印刷纸张的大小来定。拼版可分为:零件的拼版和书刊的拼版两种。那印刷厂拼版印刷对印版方向有哪些要求呢? 一、拼版印刷的方向要求 不论是用单版还是用多版印刷,首先应明确拼色图案…
2025/4/27 7:28:19
-
要实现快速换单,先从自动挂版开始 挂版是印刷换单过程中必不可少的环节。有些人认为挂版是一件简单的事,殊不知就这么一件“小事”,如果不注意细节也是会对印刷效率和品质造成很大影响的。如今,部分大型纸箱厂已开始使用智能化自动挂版设备以提升印刷效率和品质。 …
2025/4/26 8:02:30
-
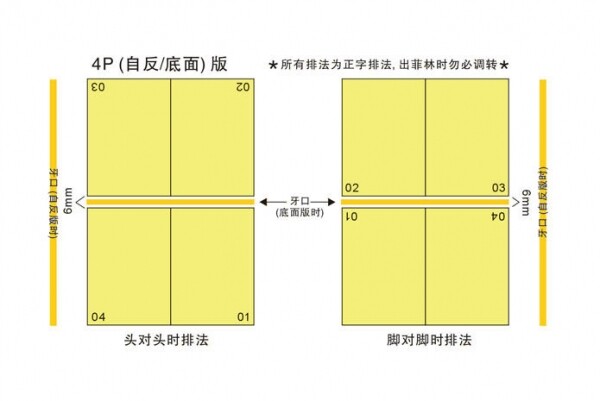
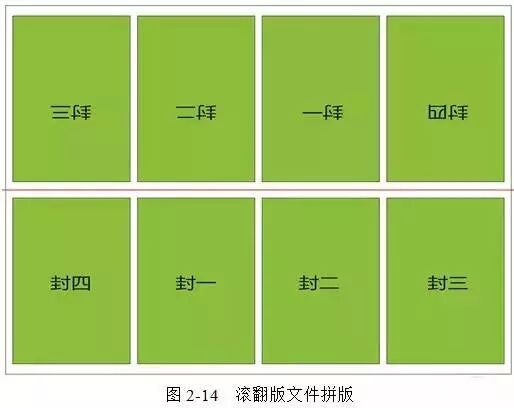
本文主要为大家讲解印刷翻版和印刷拼版相关知识点希望大家能有所收获。 一、印刷翻版类型 大多设计作品都需双面印刷。一张纸印完一面还得印另一面,就需要翻面,在印刷上就要做翻版。印刷中根据印版内容和翻版方向,将翻版分为3种。 1、正反版印刷 正反版印刷…
2025/3/30 10:15:47
-
食品外包装印有消防宣传标语,负责人成为消防公益代言人。近日,在娄底新化县,这一创新举措引发市民点赞。新化县消防大队负责人表示:“今年4月份以来,新化县开展了‘全民消防我行动’大型公益活动,湖南前进食品股份有限公司董事长罗教孟成为消防公益代言人,首批具有消防宣…
2018/7/10 12:21:45


共有 网友评论