提 要:介绍了为实现削片机传动的运行所进行的高压电机的电气设计、控制逻辑以及实现这一控制逻辑所采取的控制方式。关键词:削片机传动;电气设计;控制逻辑;网络配置 作者简介:陈少娟,工程师,在福建南纸股份有限公司技术开发部设计室工作。先后参加了日产100吨废纸脱墨浆工程、日产200吨木片磨木浆工程、年产18万吨彩色胶印新闻纸技改工程、日处理3万吨污水处理场等多项技改工程的电气设计。1 TMP木片制备系统概况 我厂在1994年从瑞典Sunds公司引进了一条日产200tTMP生产线,为了与木片磨木浆车间(TMP车间)配套,必须新建一条木片制备系统。 TMP车间的日生产能力为200t(风干),每日需耗马尾松木片约450~500m3(实积)。木片制备系统的生产能力为60m3(实积)/h。 新建的木片制备系统是一条完整的独立生产线,从水上贮木场取木开始至将木片送到TMP车间止,全过程与原有调木车间的生产线没有相互关联。 新木片系统与原有化浆木片系统比较,主要特点有:新系统的木片是原木剥皮后切制的,系统中一些设备引进芬兰的顺智调木公司(Sunds Defibrator Wood handling OylRauma)的设备。设备布置紧凑,生产线占地省,木片的质量较好,切片合格率高。其中,引进的削片机传动系统是木片制备系统中的主要设备,其所制备的木片主要用于生产木片磨木浆,以配抄新闻纸。2 削片机简介2.1 结构简介 Rauma GS Chipper 8-2500削片机刀盘直径2500mm,刀数8片,斜喂料,上出料。传动齿轮箱通过液力联轴器与主电机联接。该齿轮箱配有循环油泵和油过滤器、水冷却器。齿轮箱主动轴的另一侧联接液压电机,在液压电机和齿轮箱之间的联轴器中有一副定位刹车盘。削片机配有一专用的液压站,供正常生产和维修时使用。主要组成部件有:削片机刀盘、高压电机、液压泵、液压电机、电磁阀、齿轮箱和齿轮箱润滑油泵。 2.2 控制原则 削片机主传动电机、齿轮箱油泵和液压泵都能在控制室和就地控制。 削片机运行必须在液压站和齿轮箱润滑油系统先开机,且削片机运行的8个条件均满足时才允许开机。 3 削片机的电气设计3.1 一次元件的选择 削片机传动的驱动电机为6kV400kW高压电机,其一次系统图如图1所示。 3.1.1 隔离开关的选型 GN19-10C/10003.1.2 断路器的选型 ZN21-10/800 由于削片机传动为要求经常开停的高压用电设备,属于频繁操作。所以,在考虑该断路器的选型时,选用可频繁操作的真空断路器作为操作开关。图1 电机驱动系统3.1.3 氧化锌避雷器的选择 Y5w-7.6/24 由于真空断路器会产生操作重燃过电压问题,由真空断路器分断而产生的操作过电压的起始源是负载本身,因此,操作过电压保护电器装在断路器的负载侧。 氧化锌避雷器主要用于吸收真空开关分、合闸过程中产生的操作过电压、保持高压电气设备的绝缘免受操作过电压的损害。因此,为了防止产生操作过电压而损坏电机,在断路器下端并接了高压氧化锌避雷器作为吸收装置。3.2 削片机高压开关柜控制回路的设计 削片机电机的保护:过负荷及电流速断保护、失压保护、接地保护、接地时限保护、电流电压的测量。 高压开关柜上的控制回路如图2所示:二次回路的操作机构选用弹簧操作系统,在控制系统中具有防跳机构。 图中的弹簧储能开关S1处于拉紧状态。此时,对应的钮子开关HK应在合的位置,图中辅助触点1ZJ为PLC输出允许开机的信号。在削片机的8个条件满足(加合闸按钮闭合)时,PLC输入1ZJ合闸的信号,触点1ZJ闭合,断路器合闸。在断路器合闸过程中如果出现短路故障时,保护装置动作使断路器跳闸,此时,TBJ自锁。若合闸脉冲未解除,TBJ常闭接点断开,切断合闸回路。在现场均有合、跳闸按钮。2ZJ辅助触点的作用是在削片机合闸运行过程中,如果出现削片机的运行条件缺一,则2ZJ常开接点闭合输出信号至出口继电器跳闸。2ZJ-DL-4XJ中的DL串联在回路中,是为了保证信号继电器4XJ发出信号时是在削片机断路器在合闸的状态下(图2中1ZJ、2ZJ、3ZJ线圈见图3)。3.3 削片机高压柜控制回路元器件的整定 继电保护装置的可靠性和灵敏性是很重要的两个基本要求。因此,对于断路器的二次接线中保护及控制、信号回路中元器件的选择,除应注意其功能选择外,还应注意对其参数的选择。3.3.1 电流速断保护的整定 电机额定电流的计算: I=P/( 31/2×Ue×cosφ×η) =400/( 31/2×6000×0.876×0.95) =46.3A 异步电动机(应躲过电动机的起动电流) Idzj=KkKjxKqIed/n1 =1.6×1×7×46.3/(100/5) j=26A 其中,Kk—可靠系数,用于速断保护时,DL型和GL型继电器分别取1.4~1.6和1.8~2.0;用于差动保护时取1.3;用于过负荷保护时动作于信号取1.05,动作于跳闸取1.2(本设计选用DL型继电器,取1.6上限)。 Kjx—接线系数,接于相电流时取1.0,接于相电流差时取 31/2。n1—电流互感器变比Ied—电动机额定电流Kq—电动机起动电流倍数图2 高压开关柜控制回路3.3.2 过负荷保护的整定 保护装置的动作电流(应躲过电动机的额定电流) Adzj=KkKjxIed/(Khn1) =1.05×1×46.3/(0.85×100/5) =2.87A 其中,Kh—继电器返回系数,取0.85。 保护装置的动作时限(躲过电动机起动及自起动时间,即tdz>tqd),对于一般电动机为: tdz=(1.1~1.2)tqd 1SJ过负荷时限: tdz=(1.1~1.2)tqd=(1.1~1.2)×9 =10.85s3.3.3 接地时限 2SJ (2~3)s图3 削片机状态信号输入4 削片机的联锁及其控制 8-2500型削片机自身带有多个安全运行检测开关,有的用于报警,有的用于控制运行并同时报警。4.1 削片机传动控制逻辑图 如图4所示。4.2 控制逻辑说明 (1)与削片机“制动”开关旋钮联锁:“制动”指令须解除后才能启动削片机。如果在削片机运行中误操作“制动”开关,则削片机会自动停机。 (2)与液压油压力开关联锁:保证液压电机制动用油压力达到0.07MPa。如油压低于此限时间达到5s,主传动电机不能运转。 (3)与削片机扇型门限位开关联锁:扇型门须关闭。 (4)与液压站液压泵的运行联锁:液压泵要先运行。 (5)与齿轮箱油温大于80℃的温控开关联锁:油温超过80℃时,主传动电机不能运转。 (6)与齿轮箱油温大于70℃的温控开关联锁:油温高于70℃但低于80℃时,不得超过10min,如超过10min,主传动电机停机。 (7)与齿轮油泵的运行联锁:油泵须先运行5s以上。 (8)与齿轮油压力开关联锁:油压须大于0.07MPa,当油压小于低限时间2s,主传动电机不能运转。 (9)削片机正常运行中,已运行着的齿轮油泵和液压泵不受它们的停机按钮控制。 (10)削片机停机时,主传动电机立即断电,而齿轮箱油泵(还有液压泵)需滞后30min才会停机。这时虽按过停机按钮,泵也会继续运行至额定时刻。以此保证刀盘在惯性作用下自由转动,齿轮箱和液压电机的润滑(刀盘旋转时,液压电机也会停)。在这种情况下,刀盘转动时间可达25min。 另外,齿轮油压力过滤器开关虽不参加任何联锁,但如果出问题,10s后会在控制室报警。 对于这样复杂的控制程序,我厂采用了计算机控制系统,整条生产线实现控制室集中控制,现场无人化生产,自动化水平高。5 计算机控制系统选型及网络配置5.1 系统选型 在PLC选型上选用美国通用电气公司GE-FANUC90-30系列产品。该产品在硬件上选用模块化设计,所有功能模块都作成嵌入式,可根据需要嵌入底座板。易于用户控制系统扩展。该产品可靠性高,抗干扰能力强。在软件上选用稳定可靠的WINDOWS NT平台和GE FANUC Cimplicity的SCADA软件。该软件开放性能好,易于与第三方软件集成。5.2 网络配置 计算机控制系统采用以太网络的总线式拓朴架构。 监控站软件SCADA采用GE FANUC Cimplicity HMI Server,该监控软件开发平台运行在WINDOWS NT系统下;工程师工作站组态软件采用与PLC配套的GE logimaster 9030加挂以太网络驱动程序。在PLC侧选用以太网络模块。总线采用50Ω的细缆,配以终阻器和T型头,PLC的以太网模块配以太网络收发器与总线相连,监控站和工程师站配以太网卡与总线相连。6 信号监控 为了在控制室能够更加清楚、直观地监视削片机的运行情况,我们将削片机高压部分的控制回路的保护信号等引入了PLC。 削片机的储能信号灯、合分闸指示灯及合闸条件允许(除合闸按钮外)信号灯均可在电脑显示。 过负荷、电流速断、失压、接地信号、变压器温度信号及电流亦有在电脑显示。 各个信号输入图见图3。图4 削片机传动控制逻辑7 结束语7.1 作为变电所最重要设备的断路器,正常运行时用来接通和断开负载电流。当供电系统发生短路或过载时,必须迅速地切断短路电流或过载电流,保证供电系统的安全运行。对于需要频繁操作的开关选用真空断路器较为合适。运行至今,车间对于该断路器的运行反应良好。真空开关的维护检修工作量少,动作可靠,实现了安全供电。7.2 对于断路器的二次接线中保护及控制、信号回路中元器件的选择,除应注意其功能选择外,还应注意对其参数的选择,以满足继电保护装置的可靠性和灵敏性的要求。7.3 削片机控制是整个木片制备系统中最为复杂的控制,削片机设备又是中心设备,通过电气与PLC控制的合理设计,使得调试工作能够在较短的时间内完成。削片机传动的运行表明,采用PLC控制有继电器控制和常规仪表无法比拟的优点,为削片机传动的正常、可靠运行创造了良好的运行条件。
相关资讯
-
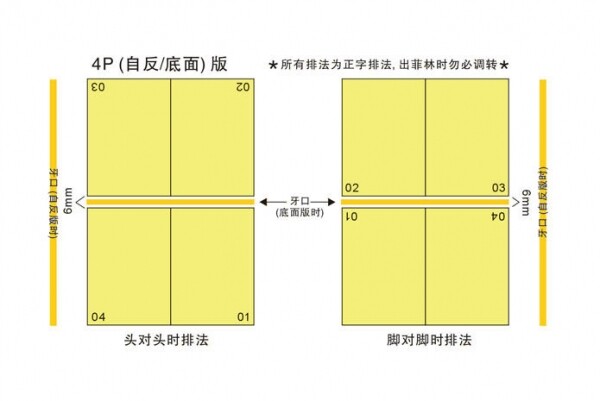
拼版是指将要印刷的页面按其折页方式按页码顺序排列在一起,其大小由印刷幅面及印刷纸张的大小来定。拼版可分为:零件的拼版和书刊的拼版两种。那印刷厂拼版印刷对印版方向有哪些要求呢? 一、拼版印刷的方向要求 不论是用单版还是用多版印刷,首先应明确拼色图案…
2025/4/27 7:28:19
-
要实现快速换单,先从自动挂版开始 挂版是印刷换单过程中必不可少的环节。有些人认为挂版是一件简单的事,殊不知就这么一件“小事”,如果不注意细节也是会对印刷效率和品质造成很大影响的。如今,部分大型纸箱厂已开始使用智能化自动挂版设备以提升印刷效率和品质。 …
2025/4/26 8:02:30
-
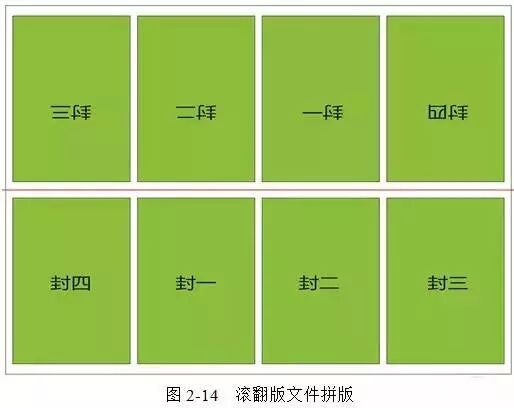
本文主要为大家讲解印刷翻版和印刷拼版相关知识点希望大家能有所收获。 一、印刷翻版类型 大多设计作品都需双面印刷。一张纸印完一面还得印另一面,就需要翻面,在印刷上就要做翻版。印刷中根据印版内容和翻版方向,将翻版分为3种。 1、正反版印刷 正反版印刷…
2025/3/30 10:15:47
-
食品外包装印有消防宣传标语,负责人成为消防公益代言人。近日,在娄底新化县,这一创新举措引发市民点赞。新化县消防大队负责人表示:“今年4月份以来,新化县开展了‘全民消防我行动’大型公益活动,湖南前进食品股份有限公司董事长罗教孟成为消防公益代言人,首批具有消防宣…
2018/7/10 12:21:45


共有 网友评论