关键词:离心泵;管路设计;安装;问题;改进离心在如何提高泵的运转可靠性、寿命及效率等方面的研究与探索中,人们往往将注意力集中在泵的本身上,出现故障时,也仅仅是孤立而被动地对泵进行检修,却普遍忽视了与之作为一个有机整体的管路系统,因而往往达不到预期的效果。离心泵的特性曲线上每一个工况点对应一组参数(H、Q、P、η),通常人们都希望泵能在对应最高效率点的工况下工作,但是并不一定能做到。这是因为泵在运行时,在特性曲线的哪一点工作,是由泵特性曲线和管道特性曲线共同决定的,二曲线的交叉点才是实际运行工况点。如岳阳纸业集团化学木浆系统用于输送细浆到氯化工序的细浆泵,因管路原因,泵的实际运行工况点偏离设计工况点很远,实际流量与设计值相差较大,生产中造成氯化工序断浆的事故时有发生。笔者对其进出口管道进行改进后,泵送流量即明显提高。可见正确的管路设计与安装,是离心泵高效运转的有力保证。本文结合生产实践中的实例及使用经验,对离心泵管路的设计与安装中普遍存在的问题进行分析,以期探讨正确的管路设计与安装,以提高离心泵的运转寿命与效率。 1管管路热胀冷缩的影响离心就碳钢管材来说,其热胀冷缩量与温差及初始长度成正比,而与管径和壁厚无关。当管线热胀冷缩时不能自由伸缩,便会产生热应力。其计算公式分别为:离心△L=α(t-t0)L (1)离心σ=E△L/L (2)式中:△L—热胀冷缩量,mm离心α—线膨胀系数,1/℃离心t0和t—安装时的温度和实际使用时的温度,℃离心L—管线初始长度,mm离心σ—热应力,MPa离心E—弹性模量,MPa离心将式(1)代入式(2)中,则热应力为:离心σ=Eα(t-t0) (3)离心在制浆造纸厂中,有许多热的流体需要泵送,如黑液、洗涤热水、喷放锅出浆等,这些流体温度一般均在80℃以上,管道安装及停机时的管道温度与输送流体时的温度相差很大,因热胀冷缩,抽送这些流体的管道伸缩量大,然而管道与泵的进出口及与抽送槽、罐普遍均为刚性联接,管道无法自由伸缩,从而产生管道热应力,并最终传递到泵上,正是这种周期性的热应力,极大地影响了泵的运转寿命和管道的使用周期。离心因管道热应力的影响,岳阳纸业集团化学木浆喷放锅抽浆泵(底座式结构)故障曾一度相当频繁,虽然围绕抽浆泵本身采取了许多办法,但效果均不太理想,最后在管道的热胀冷缩上才找到了真正的原因。在进口管道上增加一节金属弹簧软管后,问题得到了解决。该抽浆泵进口管道长度为L=12m左右,抽送的粗浆温度在100℃以上,查设计手册,普通碳钢的线膨胀系数为α=12×10-6/℃(20~100℃),弹性模量为E=206000MPa,假设安装时的环境温度为t0=30℃,根据式(1),则开机时的管道伸长量为:离心12×10-6×(100-30)×12000≈10mm离心根据式(3),管道热应力:离心206000×12×10-6×(100-30)=173.04MPa离心通过上面的计算结果,就不难理解抽浆泵为什么故障频繁了,幸亏因进口管道拐了二次弯,对热胀冷缩起了一定的补偿作用,降低了热应力,才没有导致更严重的设备事故。从式(3)还可以看出,应力与管道长度并无关系,因此,对于用来输送热流体的管道,当温差较大时,为了避免热胀冷缩而产生巨大的管道热应力,必须允许管道与泵有一定的位移自由度。比较好的解决方法是在泵的进出口不远的管道中设置一节伸缩接头或金属弹簧软管,以补偿管道伸缩,消除管道热应力。这样做的另一个好处是还可以将管道振动隔开,避免振动传递到泵上,产生互振,且方便安装,消除安装误差所产生的安装应力。另外一个减小管道应力破坏的办法是在离泵不远处,将管道转90°的弯,且管道可在支座上自由滑动,当然,这种办法必须以不影响泵的效率为前提。 2口进口管道的结构离心离心泵的水力技术理论表明:进口管道及进口流体流动状态直接影响离心泵的效率、汽蚀性能和运行稳定性。但泵的进口管道的结构又在很大程度上决定着进口流体的流动状态。然而,新安装一台泵时,人们考虑较多的是泵的安装与检修方便以及设备布局的紧凑与美观,而甚少去顾及或考虑进口管道的一般性水力技术要求。比较普遍存在的进口管道的结构毛病主要有:进口管道长度过长或过短、直径过小、管道不顺畅、阀门或弯头与泵的进口法兰直接联接等。我公司化学木浆系统用于输送细浆池细浆到氯化工序的LK-150泵,设计流量为200m3/h,扬程为20m,但实际流量仅为设计值的一半左右,生产中氯化工序经常出现断浆情况,原细浆泵的进口管道结构如图1所示。显然,这种极不光滑且急剧转弯的进口管道结构阻力较大,严重影响介质流动。特别对于象纤维悬浮液一类的粘度较大的流体来说,当浆料浓度稍高时,还经常容易发生抽不动的情况。笔者将备用泵取消,进口管道拉直后,泵送流量明显提高,断浆现象甚少发生。通常情况下,因空间较小或者是为了布局紧凑美观,人们往往牺牲泵的进口水力技术要求来容下备用泵的摆放,以达到图1 细浆泵进口管道结构1-备用泵 2-主泵 3-细浆池泵出现故障时不影响生产的目的。实践证明,有时候这是一种得不偿失的做法,使两台泵的效率均不能得到充分发挥,不但造成设备资源的浪费,而且可能事与愿违,影响生产。又如我公司化学木浆系统蒸煮药液循环泵,进出口直径均为DN250,其进口管道结构如图2所示。原来考虑药液循环泵的能力大,从计量槽抽吸的药液量相对较小,故其管径取为DN100。当从计量槽抽吸药液到蒸煮锅时,循环泵的振动很大,因药液的温度较高(80℃左右),往往很容易误导人们把原因全部归结于药液温度较高,因产生汽蚀而引起泵的振动。其实这只是其中一个原因,另一个重要的原因恰恰就是循环泵能力太大,进口管径过小,致使泵处于与设计工况相差甚远的小流量工况下运转。研究资料表明,泵在小流量工况下运转时,不但容易产生低频汽蚀脉冲,而且泵的转子运转挠度图2 药液循环泵进口管道结构1-加黑液入口 2-计量槽药液入3-循环药液入口 4-药液循环泵比正常工况下要大许多倍,因而在此工况下运转易产生较大的振动,将抽吸计量槽药液的进口管道直管径改为DN200后,振动现象大大减小。离心以上事例说明,正确的布置进口管道是十分重要的。实际中比较普遍存在并需要加以注意的问题主要有:(1)一般情况下,进口管道直径应比泵入口直径大一个尺寸等级,使流体在泵的叶轮入口前有一定的收缩,以便流速分布比较均匀,故此须插入一个偏心大小头,且管顶取平,结构如图3所示。进口管中不应设置同心大小头,以避免形成“气囊”,但这种现象在现有的管路中存在相当普遍;(2)为了让收缩后的流体比较均匀温和地进入吸入室,在泵的入口前还需要有一段直管,以起到整流的作用,单吸泵的直管长度应不小于吸入口直径的3倍,双吸泵的直管长度应不小于吸入口直径的7~10倍;(3)吸入管道中应尽量不设置弯头,如确需要,也应采用大曲率半径的弯头;(4)阀门应尽量远离泵的入口安装;(5)吸入管道应有0.02的坡度,当泵比液面低时,坡度应朝向泵一端,反之则朝向要被抽吸的流体一端。图3 偏心大小头 3不不同流体性质的考虑主泵与备用泵出口管的联接多为裤叉结构,如图4所示。该种结构管道用来输送水、黑液等流体时,并无多大问题,但用来输送浆料时,则容易堵塞管道。其原因为:裤叉位置一般均较高,为了方便操作,阀门通常靠近泵的出口安装,当主泵抽送浆料时,备用泵出口阀门关闭,斜管中无疑会充满浆料,此处实际相当于一个死区,当备用泵出口阀门稍有泄漏时(如目前国内浆阀门多采用薄芯阀,该阀门的内外密封性能均较差),斜管中浆料的水分便在重力和流体压力作用下慢慢滤走,纤维因阻力较大则被留下,时间一图4 出口管裤叉结构1-主泵 2-备用泵久即成为干浆。且在主泵泵送流体的压力作用下,浆纤维被越压越紧,直至将整个斜管堵死,实际上此时的备用泵也就起不到备用的作用。同样的道理,当备用泵抽送浆料时,亦容易将裤叉以下直管堵死。这种情况在制浆车间比较普遍存在。比较常用的折中解决方法是将出口管道的裤叉结构改为“T”形结构,如图5所示,阀门尽量靠近碰头处安装。采用该方法后,虽然可解决管道堵塞问题,但其缺点是两台泵的出口管道阻力均增大,泵送功耗增加,且出口阀门操作不便。另一个解决方法是取消备用泵,这样做的另一个好处是泵的进出口管道布置均比较顺畅,有利于泵的高效率运转,对连续性不是很强的制浆生产线来说,不失为一个最佳的解决方法。又如前面提到的细浆池细浆泵的进口管道结构,用于水、黑液及低浓浆料(1%以下)等类似流体的输送时,问题可能不大,但用于输送浓度超过1%的浆料时,则明显不适应。图5 出口管“T”形结构4不不同结构泵管道布置离心普通离心泵按主轴支撑结构一般分为支架式与底座式。对于轴承底座式结构,因泵壳是通过法兰联接在轴承底座上,泵壳无单独的支撑,这时作用于泵壳上的各种管道应力会传递给轴承底座,管道及阀门的自重亦集中在底座上,这是一个极其沉重的负担。因此,对于底座式结构的泵,其进出口管道应予以单独支撑,且有一定的位移自由度。然而实际安装中却很少做到这一点,严重地影响了轴承座及轴承的使用寿命。对于支架式结构的泵,轴承座成悬挂状态,依靠螺栓联接在泵壳上,因此各种管道应力及管道、阀门自重直接经泵壳传递至基础上,对轴承座的影响并不明显。 5不管道安装与检修离心安装进出口管道时,在长度和同心度方面应保证管道法兰与泵进、出口法兰精确相配,所有法兰均不能用拧紧螺栓的方法强制就位,以免强制就位产生安装应力,影响泵和管路寿命。一个比较好的防止产生安装应力的办法是在离泵进出口不远的管道中,各设置一节金属弹簧软管,用它们来补偿安装中产生的几何尺寸误差,吸收由此而产生的安装应力。此外,基础和管路支承由于地面的变化而不断地改变位置,特别是在安装的第一年内更是如此,即使在以后,由于天气或其它各种各样的因素也会引起地面的变化,尽管有时这种变化短时间内并不明显,但所产生的错位应力却相当大。日常的设备巡检、维护工作中,人们一般都将精力放在了转动的设备上,而对于诸如管道等静态设备则并不太在意,但有时产生的问题却是严重的。如我公司木浆漂白系统的白水池,因基础沉降,造成白水泵进口与白水池出口高度方向错位高达40mm,特别是刚开始时,因错位不明显,难以察觉,当出现泵体振动、进口管开裂等问题时,为寻找原因还走了许多弯路。因此为了避免因基础和管路支承改变位置,致使管道与泵体及管道与管道之间错位而产生应力,日常的检修维护工作中必须加强对管路的监测与维护。 6不管路阀门的选择离心选取阀门应依据所输送的流体的性质、浓度、压力、管径及在管道中的作用等因素而定。就制浆造纸业而言,选取阀门的一般原则是:(1)对于流量和压力不需调节,阀门仅起启闭作用,且介质腐蚀性不强的地方,宜选用闸阀或薄芯阀,如一般的浆、黑液所用的阀门;(2)对于流量需经常调节的地方,宜选用气动V型球阀,如洗浆机进浆阀;(3)对于强腐蚀性的介质,如漂液,宜选用隔膜阀或旋塞阀;(4)当泵的扬程超过20m时,为防止意外停泵,介质倒流引起叶轮反转松脱,在出口管上还应设置止回阀;当管路特长或管径特大时,为防止水锤破坏,还需有阀门缓闭装置;(5)在制浆车间,有许多流体介质均带有一定程度的碱性,在选取用于控制此类流体的阀门时,其阀门芯子不能采用铜的材质,因为铜在碱性条件下极不耐腐蚀。
相关资讯
-
拼版是指将要印刷的页面按其折页方式按页码顺序排列在一起,其大小由印刷幅面及印刷纸张的大小来定。拼版可分为:零件的拼版和书刊的拼版两种。那印刷厂拼版印刷对印版方向有哪些要求呢? 一、拼版印刷的方向要求 不论是用单版还是用多版印刷,首先应明确拼色图案…
2025/4/27 7:28:19
-
要实现快速换单,先从自动挂版开始 挂版是印刷换单过程中必不可少的环节。有些人认为挂版是一件简单的事,殊不知就这么一件“小事”,如果不注意细节也是会对印刷效率和品质造成很大影响的。如今,部分大型纸箱厂已开始使用智能化自动挂版设备以提升印刷效率和品质。 …
2025/4/26 8:02:30
-
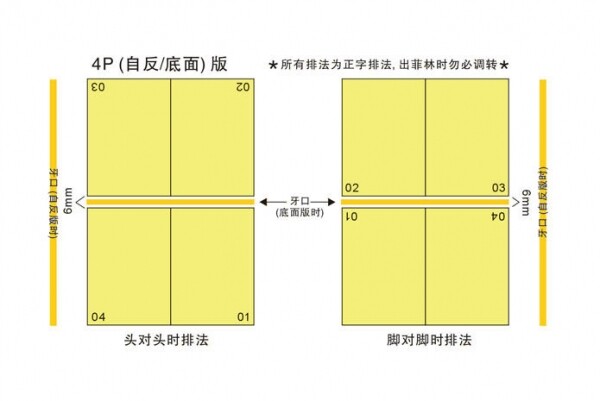
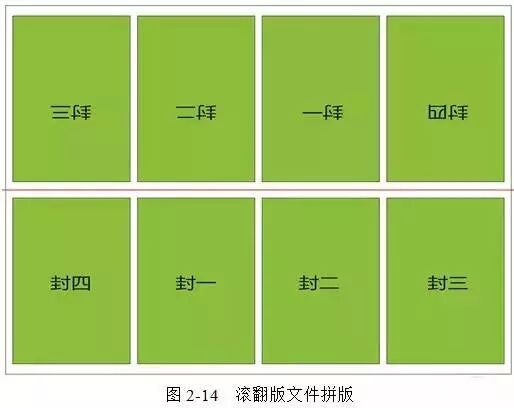
本文主要为大家讲解印刷翻版和印刷拼版相关知识点希望大家能有所收获。 一、印刷翻版类型 大多设计作品都需双面印刷。一张纸印完一面还得印另一面,就需要翻面,在印刷上就要做翻版。印刷中根据印版内容和翻版方向,将翻版分为3种。 1、正反版印刷 正反版印刷…
2025/3/30 10:15:47
-
食品外包装印有消防宣传标语,负责人成为消防公益代言人。近日,在娄底新化县,这一创新举措引发市民点赞。新化县消防大队负责人表示:“今年4月份以来,新化县开展了‘全民消防我行动’大型公益活动,湖南前进食品股份有限公司董事长罗教孟成为消防公益代言人,首批具有消防宣…
2018/7/10 12:21:45


共有 网友评论