按瓦楞纸板生产工艺,瓦楞纸板生产线由湿部设备和干部设备两个相对独立的工艺段组成,其中湿部设备主要包括原纸托纸架、自动接纸机、预热预调器、单面瓦楞机、输纸天桥、涂胶机、双面机等,湿部设备将瓦楞原纸制成不同楞型组合的三、五、七层瓦楞纸板;干部设备主要包括轮转切断机、纵切压痕机、横切机、堆码机等,干部设备将瓦楞纸板按订单要求进行纵切压痕、横切和堆码。
瓦楞纸板生产线是瓦楞纸箱生产企业的关键生产设备,瓦楞纸箱企业面对越来越激烈的市场竞争,面对瓦楞纸箱用户订单规格多、数量小、交货快的要求,必须通过提高瓦楞纸板生产线的自动化程度,提高瓦楞纸板生产线的生产管理水平,达到提高质量、提高效率、节约能源、节约人力、减少耗材、减少废品的目的,其中干部设备是达到这一目的关键,瓦楞纸箱企业应对旧生产线的干部设备进行全面升级改造,新上生产线应配置带生产管理系统的全自动干部设备。
瓦楞纸板生产线测控管理系统
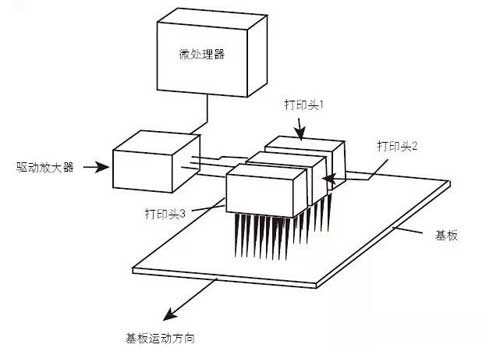
新的机电一体化技术、自动控制技术、网络技术和自动化产品、网络产品在干部设备上的应用,使瓦楞纸板生产线实现了从干部设备单机自动运行、干部设备全自动运行到整条生产线的全自动运行和生产的网络化、智能化管理,整个瓦楞纸板生产线的网络化测控管理系统如下图1所示。

干部各单机设备由其测控管理系统与机械主机配合实现单机的全自动运行和现场生产管理,全自动轮转切断机可实现自动切断废纸头、换单时自动切断纸板,全自动薄刀纵切压痕机可实现现场订单管理、自动排单、自动纵切压痕等,全自动横切机可实现现场订单管理、自动裁切、自动换单、废品数量、加工数量统计等,全自动堆码机可实现现场订单管理、纸板自动输送、自动堆码等,干部设备的单机自动化可大大提高生产效率、提高精度、降低废品率、降低能耗、减少人员依赖。
瓦楞纸板生产线中央监控管理系统通过以太网与干部各单机设备的测控管理系统组成一个集散控制系统,实现干部设备的集中监控管理、订单管理、生产统计和生产过程全自动控制,从而实现整个干部设备的全自动运行和生产智能化、网络化管理,实现加工订单数据的集中录入、存储、查询、统计、传输,实现订单加工数据的准确统计、分析,实现干部各单机设备运行状态的集中监控、同步协调、不停机换单,从而进一步提高了干部设备的运行效率和生产的精确管理。
瓦楞纸板生产线中央监控管理系统可通过以太网与湿部各单机设备联网,实现对整条生产线的集中监控、订单管理和生产统计,实现瓦楞纸板生产线的全自动运行和智能化管理。同时瓦楞纸板生产线中央监控管理系统还可通过以太网络与办公室生产管理系统或企业ERP系统联网,实现远程生产订单下达、生产统计、生产线运行监视和远程维护,进一步提高瓦楞纸箱生产企业的管理水平。
因此,干部各单机设备的自动化程度是实现瓦楞纸板生产线全自动高效运行、生产精确管理的基础,如何选择和配置瓦楞纸板生产线干部设备对瓦楞纸箱企业是非常重要的。
全自动轮转切断机
全自动轮转切断机的基本功能是切断废纸头、换单时切断纸板。对中高速瓦楞纸板生产线,要实现不停机换单,实现生产线的全自动高效运行,就必须配置高性能全自动轮转切断机,自动完成瓦楞纸板的单张切断、连续切断和定长切断,通过中央监控管理系统与其他干部设备配合实现换单时纸板速度、长度自动跟踪切断,提高换单速度,消除换单时的纸板浪费。
全自动薄刀纵切压痕机
全自动薄刀纵切压痕机是瓦楞纸板生产线上的重要单机设备,换单速度、纵切压痕速度、纵切压痕精度、纵切压痕效果直接影响生产线效率和纸板质量。
为保证纵切质量,应采用薄刀纵切,自动磨刀,自动冷却润滑,纵切速度要与纸板速度同步控制。
为保证压痕效果,要根据瓦楞原纸质量、瓦楞纸板楞型组合、瓦楞层数等的不同采用不同的压痕方式。常用的压痕方式有:五点压线对五点压线、五点压线对平压、三点压线对三点压线、三点压线对平压,压线轮的线高、线宽对不同的纸板又各有不同,组合起来有二十多种压痕形式,要把多种形式的压痕轮装在同一台纵切压痕机上会使机械结构复杂,要把压痕轮尺寸做小,影响压痕效果。可行的做法是把压痕轮做成可快速更换结构,平时装常用形式的压痕轮,需要特殊压痕方式时可快速更换。根据纸板质量、楞型、层数压痕间隙要自动调整,压痕速度要与纸板速度自动同步。
瓦楞纸箱企业每天要面对多规格小数量的订单生产,要经常变换纵切压痕规格,要求全自动薄刀纵切压痕机能不停机快速换单。按换单时间全自动薄刀纵切压痕机分为4种:1秒之内换单、2秒之内换单、10秒之内换单、30秒之内换单。要做到1秒之内换单,纵切压痕组件要不抬放,每个组件要有独立伺服电机、独立伺服控制,与全自动轮转切断机配合可做到生产线不降速换单(最佳速度模式)或降速换单(最少废品模式);2秒之内换单全自动薄刀纵切压痕机,每个纵切压痕组件要有独立伺服电机、独立伺服控制,纵切压痕组件可抬放,不用的纵切刀、压痕轮可抬起,换单时可不用切断纸板,使用更灵活,单台使用降速换单;10秒、30秒换单全自动薄刀纵切压痕机,单台使用要停车换单,由于换单时间较长,不仅影响生产线效率,而且停车时双面机内纸板会因过干影响纸板质量甚至出现废品。
纵切压痕机的快速换单是由纵切压痕组件移位传动机构和移位控制系统配合实现的,纵切压痕组件的移位机构主要由导向和传动两部分组成,移位导向方式主要有两种:导向轴与导向套配合、直线导轨与滑块配合。由于导向轴与导向套之间是滑动摩擦,导向轴与导向套之间的配合间隙、导向套的密封性都会影响移位精度和移位的可靠性,很难做到快速移位,这种导向方式一般用在慢速换单纵切压痕机上;直线导轨与滑块之间是滚动摩擦,可做到精密配合、快速移位,但应选择进口精密直线导轨和滑块,以保证移位的精度、速度。纵切压痕组件移位传动方式主要有两种:滚珠丝母丝杠传动和精密齿轮齿条传动。滚珠丝母丝杠配合可做到精密快速传动,但一定要采用进口滚珠丝母丝杠,以保证精度、稳定性和密封性;精密齿轮齿条配合是个很好的传动方式,美国马贵的快速换单全自动薄刀纵切压痕机就是采用这种传动方式,传动效率高、精度高、寿命长、维护保养简单、现场更换方便。
由交流伺服电机、交流伺服控制器组成的纵切压痕组件换单移位控制系统是最佳的换单控制方式,可实现快速、平稳、精确的换单移位与定位。每个纵切压痕移位组件配置一套带网络接口的交流伺服控制系统,由主控计算机通过现场总线与各移位控制系统组成一个实时网络控制系统,主控计算机负责订单管理,根据纵切压痕规格自动选择切刀组件和压痕组件,将纵切压痕宽度通过网络下传至刀组件和压痕组件伺服控制系统,各组件移位控制系统自动完成快速换单,如果刀和压痕轮不抬放,换单时间可控制在0.8秒之内,如果需要抬放刀和压痕轮,换单时间可控制在2秒之内。
全自动横切机
全自动横切机根据加工订单对横切长度、横切数量的要求,实现自动定长横切、自动色标跟随横切、自动换单、加工数量统计、废品数量统计、废品自动追加等。横切机是影响纸板加工精度、影响生产线效率、影响能耗、影响废品率的关键干部设备。
横切机有直刀横切和螺旋刀横切两种切纸方式,直刀横切机靠刀槽的深浅、横切刀的宽窄实现纸板的轮转剪切,受刀槽深、横切刀宽窄的限制,直刀横切机的剪切角比较小,剪切时受力不好,适合中低速生产线上使用;螺旋刀横切机在刀轴上开螺旋刀槽,横切刀装在刀轴上后形成螺旋刀,剪切角大,切纸平稳、省力,适合用于中高速生产线上剪切高强度七层瓦楞纸板。
横切控制主要有变频控制方式、直流伺服控制方式、交流伺服控制方式,由交流伺服电机、交流伺服控制器、编码器等组成的全数字交流伺服控制系统是最佳的横切控制方式,通过对横切机刀轴惯量、机械速比与伺服电机额定功率、额定转速、转动惯量的优化匹配,可实现高速高精度、高效节能、可靠平稳的横切控制。
全自动堆码机
全自动堆码机用于将横切机输出的纸板平稳输送、整齐堆码和横向输出。堆码机主要有三种堆码方式:纵向输送横向输出式堆码、龙门式堆码、吊篮式堆码。不管采用那种堆码方式都应实现电脑控制全自动运行,以保证堆码效果、提高生产效率、减少人工需求。
纵向输送横向输出式堆码机是最经济实用的堆码机,可采用两段平皮带纸板输送,纸板输送变频调速,与生产线速度同步控制,换堆、换单时自动调整速度,确保动作顺畅、可靠;堆码达到设定高度或设定数量时自动横向出纸。
龙门式堆码机是最常用的一种堆码方式,可采用三段平皮带纸板输送,纸板输送变频调速,与生产线速度同步控制,换堆、换单时自动调整速度,确保动作顺畅、可靠;龙门式堆码结构,交流伺服控制自动升降,堆码平台升降平稳、快捷、准确,保证堆码效果和堆码效率;后挡板位置交流伺服控制自动调整,实现快速可靠换单;堆码达到设定高度时交流伺服控制自动横向出纸,保证出纸平稳、快捷。
吊篮式堆码机是最高效快捷的一种堆码方式,适合在高速生产线上配套使用,吊篮式堆码机可采用三段平皮带纸板输送,纸板输送变频调速,与生产线速度同步控制,换堆、换单时自动调整速度,确保动作顺畅、可靠;吊篮式堆码结构,交流伺服电机、交流伺服控制自动升降,堆码平台升降平稳、快捷、准确;后挡板位置交流伺服控制自动调整,实现快速可靠换单;堆码达到设定高度时交流伺服控制自动横向出纸,出纸侧设有动力输送辊架和多排接纸辊架,方便与地面输送系统对接。
总之,配置具有生产管理功能的全自动干部设备对提高瓦楞纸板生产线的生产效率、提高纸板质量、降低能耗、降低废品率、减少人员需求具有重要意义。(崔金宝)

共有 网友评论